Ремонт контактных частей РУ
Ремонт контактных частей РУ
В процессе эксплуатации контактные соединения шин подвергаются температурным воздействиям от нагрева токопроводов, вибрациям и влиянию окружающей среды, в которой могут содержаться влага, газы, пары щелочей и кислот.
Все эти факторы приводят к ухудшению контактного соединения, местным нагревам за счет увеличения переходного сопротивления, что, в свою очередь, может привести к подгоранию и оплавлению мест соединений токопроводов.
Поэтому при осмотре и проверке шинопроводов тщательно проверяют контактные соединения, крепления опорных и проходных изоляторов.
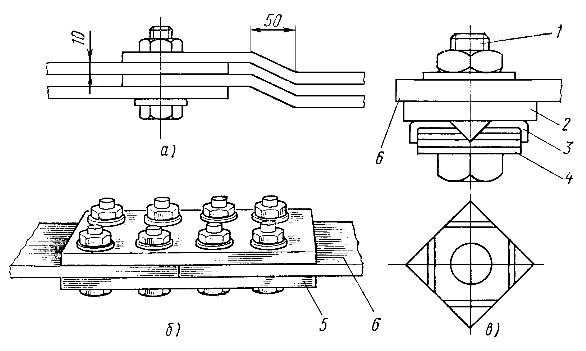
Шины прямоугольного сечения соединяют внахлестку (рис. 1, а) двумя болтами при ширине шин до 60 мм и четырьмя болтами - при ширине шин 80 мм и более. Длина участка болтового соединения должна составлять не менее двойной ширины соединяемых шин.
Рис. 1. Соединение шин болтами: а - внахлестку, б - встык с применением накладок, в - с медными выводами аппарата при помощи тарельчатой пружины; 1 - контактный вывод, 2 - медная пластина, 3 - специальная шайба, 4- тарельчатая пружина, 5 - накладки, 6 - шина
Эксплуатация и ремонт электрооборудования РУ
Ремонт привода ПП-67 масляных выключателей
Устройство и ремонт привода ППВ (ППО)
Особенности устройства и ремонта привода ПЭ-11
Ремонт контактных соединений сводится к очистке поверхностей бензином, ацетоном или уайт-спиритом от смазки и грязи, удалению ржавчины со стальных и оксидной пленки с алюминиевых шин. Болты затягиваются до отказа, но так, чтобы под ними не сминался материал шин и не повреждалась резьба болтов. Сильно затянутое болтами соединение алюминиевых контактов с течением времени ослабевает, так как алюминий под воздействием большого давления вытесняется из зоны высокого давления и дает невосстанавливаемую усадку.
При ремонте шинопроводов проверяют и состояние опорных или проходных изоляторов, на головках которых крепятся шины. Если на поверхностях фарфоровых изоляторов имеются небольшие сколы или трещины, то их ремонтируют, покрывая двумя слоями бакелитового лака. В случае нарушения большой площади и армировки фланцевых изоляторов их заменяют новыми.
Контактное соединение считается удовлетворительным, если щуп размером 0,05X10 мм входит в межконтактное пространство (между шинами) не более чем на 5 мм.
Лужение контактной поверхности производится только в случае соединения стальных шин друг с другом или присоединения стальных шин к аппаратам, установленным в сырых помещениях, в помещениях с агрессивной средой или на открытом воздухе. При лужении конец шины, предварительно смазанный раствором хлористого цинка (паяльной кислотой), погружают в ванночку с расплавленным припоем, а затем промывают в воде и протирают сухой тряпкой.
Сварные контактные соединения шин повреждаются сравнительно редко, главным образом вследствие динамических усилий, вызванных взаимодействием шин при прохождении токов короткого замыкания.
Поврежденное сварное соединение ремонтируют путем удаления старого сварочного шва и повторной сварки или же приварки нового куска шины, накладываемого на поврежденный участок.
Способ сварки шин выбирают в зависимости от материала и размера шин, наличия сварочного оборудования, возможности применения того или иного способа сварки и других условий.
Сварку прямоугольных шин производят постоянным или переменным током.
Перед сваркой постоянным током шины подогревают, торцы и свариваемые поверхности зачищают и покрывают слоем флюса. Сварку производят угольными или графитовыми электродами с применением присадочных прутков, в качестве которых используются узкие (6-8 мм) полоски обрезков материала свариваемых шин. При сварке медных шин присадочный пруток держат перед электродом, а при сварке алюминиевых шин - за электродом, исходя из направления движения электрода. Отрицательный полюс источника питания присоединяют к электроду, положительный - к свариваемой шине.
При сварке постоянным током шины толщиной до 7 мм сваривают встык с прямым срезом и с зазором между свариваемыми шинами, равным 1-2 мм, а при толщине 8 мм и выше - со срезом торца под углом 45° и с зазором между шинами 3-4 мм. Свариваемые шины подогреваются: алюминиевые - до 300-350° С, медные - до 600-700° С.
Подогрев шины контролируется термометром или термопарой. При отсутствии приборов температуру подогрева шин можно считать достаточной для сварки, если металл медной шины имеет цвет светло-красного каления, а на алюминиевой шине при прочерчивании ее стальным прутком остается блестящий след.
Сварку рекомендуется производить с помощью приспособления, фиксирующего на время сварки взаимное расположение свариваемых шин.
Рекомендуемые размеры сварочных швов: ширина 15-25 мм, высота над шиной (усиление шва) -3-5 мм.
После сварки шов очищают стальной щеткой от флюса и шлака, а затем промывают горячей водой и просушивают. Приливы, приставшие к поверхности шин капли металла и излишки усиления шва снимают зубилом или опиловкой драчевым напильником.
Технология и режим сварки шин переменным током практически мало чем отличается от описанной выше сварки постоянным током. Отличительная особенность сварки переменным током алюминиевых шин состоит в том, что их сваривают встык без зазора, а медные шины - с зазором 8-10 мм или со срезом торца шины под углом 45°.
Сварку производят угольно-графитовыми электродами диаметром 16-20 мм.
Основным методом контроля сварных соединений является внешний осмотр, который производится после удаления со шва шлака, брызг металла и остатков флюса. Поверхность сварных швов должна быть равномерно чешуйчатой без наплывов и раковин с плавным переходом к основному металлу.
Швы не должны иметь трещин, прожогов, непроваров, незаплавленных кратеров и подрезов. Допускается наличие непроваров длиной не более 10% длины шва и подрезы глубиной до 10% толщины шины, но не более 3 мм.
Сварные контактные соединения компенсаторов шин не должны иметь подрезов и непроваров на лентах основного пакета.
Если к швам предъявляются повышенные требования в отношении механических свойств или качество выполненных швов вызывает сомнения, то дополнительно сваривают образцы-свидетели на тех же режимах и в тех же условиях, при которых проводилась сварка шин, и испытывают эти образцы.
Начальное сопротивление контактных соединений должно быть не больше сопротивления участка соединяемой шины, длина которого равна длине контактного соединения, т. е. ширина шва плюс по 5 мм с обеих сторон от шва.
Соединения шин должны иметь соответствующую защиту, исключающую возможность коррозии.
Луженые контактные поверхности зажимов при ремонте не зачищают, а промывают чистым бензином и покрывают тонким слоем вазелина.
Качество болтовых контактных соединений контролируют внешним осмотром и выборочной проверкой затяжки болтов, а в особых случаях два-три соединения разбирают для проверки качества подготовки поверхностей к сборке.
Падение напряжения на контактных соединениях шин со штыревыми выводами аппаратов не должно превышать 7 мВ, а начальное сопротивление их зависит от диаметра вывода. Так, например, для вывода с резьбой М10 сопротивление должно быть 14 мкОм; M16 - 12 мкОм, М20 -8 мкОм, М30 -6 мкОм.
Для создания герметичности контактного соединения круглых шин рекомендуется зазоры и места выхода шин из зажима покрыть слоем густой пасты толщиной 2 мм, состоящей из свинцового сурика, разведенного на натуральной олифе.
Компенсаторы ремонтируют одновременно с шинами или аппаратами. При ремонте компенсатора его разбирают и тщательно очищают контактные поверхности. Поврежденные пластины удаляют, а на их место ставят новые, изготовленные из ленты толщиной 0,3-0,5 мм. Ширина пластин должна быть равна ширине компенсируемых шин.
Пластины компенсаторов и шины, на которых они установлены, должны быть из одного и того же материала.
В качестве пластин применяют ленту из твердокатаной меди или алюминия.
В процессе ремонта шин при установке нового компенсатора количество пластин можно выбрать согласно таблицы.
Выбор пластин компенсатора для однополосных плоских шин
Размер шин, мм |
Компенсатор |
Размер накладки, мм |
|||
ширина |
толщина |
число пластин, шт. |
длина одной пластины, м |
общая длина пластин, м |
|
40 50 60 80 100 120 |
4 5 6 8 10 10 |
10 12 14 18 20 22 |
0,5 0,5 0,5 0,6 0,6 0,6 |
5 6 7 10,8 12,0 13,2 |
42 54 66 88 110 135 |
При проверке болтового крепления изолятора к конструкции следует помнить, что изолятор не должен проворачиваться от руки. Для устранения развертывания гаек на болтах во время эксплуатации под них подкладывают пружинящие шайбы.
Для присоединения алюминиевой шины к медным выводам аппаратов служат переходные медные пластины 2 (рис. 1,6), приваренные к алюминиевой шине, или же прижатые тарельчатыми пружинами 4 со специальными шайбами 3 (рис. 1, в). Контактную часть плоских выводов аппаратов обрабатывают аналогично шине.
У некоторых типов высоковольтных аппаратов плоские контактные выводы выполнены из алюминиевого сплава и имеют антикоррозионные покрытия. Зачистка напильником или наждачной бумагой таких выводов категорически запрещена. Их достаточно промыть бензином или ацетоном.
При эксплуатации аппаратов и электрооборудования распределительных устройств и подстанций необходимо следить, чтобы токопроводящие элементы не нагревались выше определенных температур. Допустимая максимальная температура токопроводящих и не токопроводящих металлических частей, не изолированных и не соприкасающихся с изолированными материалами, на воздухе равна 120, а в масле - 90 °С.
Для коммутирующих контактов главной цепи (разъединителей, выключателей) максимальная температура при продолжительном режиме работы может достигать 85 на воздухе и 80 °С в масле, для контактных соединений без защитных покрытий внутри аппаратов - соответственно 95 и 90 °С, а для контактов, спаянных оловянистыми припоями,- 100 и 90 °С.
Допустимая максимальная температура нагрева контактных соединений из меди, алюминия или их сплавов с болтовыми, винтовыми и другими зажимами, не имеющих покрытий, составляет 80 °С, а покрытых оловом (луженых) -90 °С на воздухе и в масле.
Контактные соединения из меди и ее сплавов с пружинным нажатием и без покрытий не разрешается нагревать выше 75 °С на воздухе и в масле.
Для выводов аппаратов и оборудования, предназначенных для соединения с подводящими проводами и жестко скрепленных с ними болтами, винтами или другими способами, допускается нагрев в рабочем состоянии до температуры не более 80 °С на воздухе без покрытия контактов и 90 °С - при наличии оловянного покрытия.
Наиболее частые повреждения в контактных системах и способы их устранения
Повреждение |
Способ устранения |
Технические условия и способы контроля |
Тип (вид) аппаратуры |
Загрязнения, износ, обгорание или окисление, наплывы и брызги металла на поверхности подвижных контактов или контактных мостиках |
При толщине контактов более 0,5 мм грязь, нагар и копоть с поверхности контакта удалить с помощью хлопчатобумажной салфетки смоченной в бензине. Брызги мета ила зачистить при помощи стальной щетки или надфиля* При толщине контактов менее 0,5 мм обгоревшие контакты или контактные мостики заменяют новыми |
Контактная поверхность должна быть чистой. Контроль-визуальная проверка с помощью штангенциркуля |
Магнитный пускатель, контактор, промежуточное реле, автоматы, пакетные выключатели, ключи и кнопки управления |
Загрязнение, обгорание наплывы или брызги металла на контактных поверхностях губок и ножей рубильников |
Очистить контактную поверхность от грязи и копоти обтирочным материалом, смоченным в бензине и зачистить надфилем |
Контактная поверхность должна быть чистой, допускаются раковины площадью не более 1 мм2 и глубиной до 0,2 мм. Толщина губок и ножей не должна быть меньше 80% первоначальной |
Рубильники всех типов |
Обгорание контактных мостиков или пластин неподвижных контактов |
Снять обгоревшие контактные мостики или пластины неподвижных контактов и установить новые |
Промежуточные реле |
|
Загрязнение, окисление и обгорание контактных поверхностей выводных зажимов и зажимов присоединения токоподводящих проводов |
Очистить контактную поверхность салфеткой, смоченной бензином, и зачистить стальной щеткой или надфилем |
Поверхность контактов и зажима должна быть чистой |
Автоматы |
Обгорание, износ или срыв резьбы в отверстиях неподвижных контактов, отверстий под винты крепления токопроводящих проводов и отверстий под винты крепления контактов и панели, отверстий под винты дугогасительной камеры |
Рассверлить или заварить медью в пламени газовой горелки с флюсом (техническая бура) или электродуговым паяльником отверстия с поврежденной резьбой и нарезать новую резьбу ремонтного размера |
Резьба должна быть чистой и полной. Проверка - контрольным винтом |
Вся электротехническая аппаратура |
Нарушение провалов и нажатий контактов |
Измерить провалы, растворы контактов, величину нажатия и отрегулировать величины провалов и нажатии в соответствии с паспортными данными аппарата |
Автоматы |
|
Излом или ослабление контактной пружины; повреждение антикоррозийного покрытия пружины в магнитном пускателе |
Заменить поврежденную пружину новой, изготовив ее из пружинной проволоки |
Просвет между витками пружины должен быть равномерным. Пружина должна обеспечивать нажатие в соответствии с паспортом пускателя |
* При зачистке следить, что бы абразивная пыль не попадала в механизм аппарата.
** Для пакетных выключателей предельными значениями принимать не 0,5 мм, а 80% толщины.
Эксплуатация и ремонт электрооборудования РУ
Ремонт привода ПП-67 масляных выключателей