Инструкция по ремонту разъединителей 110, 154, 330 кВ - Дефектация
- Инструкция по ремонту разъединителей 110, 154, 330 кВ
- Технологические ограничения, указания и меры безопасности
- Технологические карты выполнения работ
- Дефектация
- Порядок проведения контроля
- Технические средства, применяемые при ремонте
- Документация
- Приложения
3.6.1. Крепежные детали и детали, имеющие резьбу.
3.6.1.1. Состояние резьбы проверяется внешним осмотром и навинчиванием гаек (вворачиванием болтов) от руки.
3.6.1.2. Детали с резьбовыми поверхностями подлежат замене при наличии следующих дефектов:
- вмятин, забоин, выкрашивания и срыва резьбы (более 1 витка);
- люфтов при навинчивании гаек (вворачивании болтов);
- трещин и несмываемых пятен коррозии;
- повреждения граней и углов на головках болтов и гаек или износ граней более 0,5мм (от номинального размера);
3.6.1.3. Детали с резьбовыми поверхностями подлежат ремонту:
- местные повреждения по резьбе не более половины высоты резьбы;
- местные повреждения общей протяженностью не более 10% длины витка.
3.6.1.4. Такие дефекты устранять прогонкой резьбонарезным инструментом или, в отдельных случаях, опиловкой.
3.6.2. Шплинты, стопорные и пружинные шайбы.
3.6.2.1. Подлежат замене при:
- наличии трещин, изломов;
- потере упругости;
- разводе пружинных шайб менее полуторной ее толщины.
3.6.2.2. Нормальный развод шайб равен двойной ее толщине, допустимый - полуторной.
3.6.3. Пружины.
3.6.3.1. Пружины подлежат замене при наличии следующих дефектов:
- надломы, трещины, засветления, несмываемая ржавчина;
- неравномерность шага витков пружины сжатия более 10% по всей длине;
- потеря упругости более допусков, указанных на заводской характеристике.
3.6.4. Детали из резины.
3.6.4.1. Состояние резины определяется внешним осмотром.
3.6.4.2. Детали из резины подлежат замене при наличии следующих дефектов:
- трещин, срезов, выработки, расслоения;
- остаточной деформации более 25% первоначальной толщины;
- потере эластичности;
- раковин, пузырей;
- посторонние включения.
3.6.4.3. К повторному применению могут быть использованы резиновые детали, если они не имеют данных дефектов и восстановили первоначальные размеры и формы.
3.6.5. Подшипники.
3.6.5.1. Подшипники подлежат замене при обнаружении следующих дефектов:
- отпечатки шариков на дорожках качения;
- сколы и трещины любых размеров;
- выкрашивание поверхностного слоя дорожек;
- надломы, сквозные трещины на сепараторах;
- забоины, вмятины, препятствующие плавному и легкому вращению подшипника;
- наличие цветов побежалости в любом месте;
- неравномерный износ беговых дорожек.
3.6.6. Контакты, контактные поверхности.
3.6.6.1. Контакты подлежат замене при наличии следующих дефектов:
- трещины;
- деформации;
- значительный износ;
- обгар более 1/5 контактной поверхности.
3.6.6.2. Наружные контактные поверхности зачистить до металлического блеска и смазать вазелином или консистентной смазкой.
3.6.6.3. Небольшие надиры, наплывы, обгары, заусеницы зачистить шабером или опилить.
3.6.6.4. Не допускается после опиловки раковины глубиной более 0,5 мм, а размеры не должны отличаться от первоначальных более чем на0,5 мм.
3.6.7. Зубчатые и червячные передачи.
3.6.7.1. Зубчатые колеса подлежат замене при наличии следующих дефектов:
- коробление и перекосы обода литых цилиндрических колес более 0,1 модуля;
- поломка зубьев;
- сквозных трещин по всему диаметру колеса;
- износе колес больше допустимого.
3.6.7.2. Небольшие задиры, заусеницы зачищаются шабером и опиливаются.
3.6.7.3. При работе зубьев одной стороной, колеса перевернуть.
3.6.7.4. При износе посадочного отверстия растачивается отверстие, запрессовывается ремонтная втулка и стопорится винтом.
3.6.7.5. При трещине на ступице ее протачивают по диаметру на наибольшую величину и напрессовывают бандаж.
3.6.7.6. Изношенные червяки или червячное колесо заменяют, у червячного колеса достаточно заменить только венец.
3.6.7.7. При износе профиля зуба только с одной стороны, колесо переворачивают, чтобы работала неизношенная сторона зуба.
3.6.8. Валы и оси.
Валы и оси заменяются при:
- прогибе более 0,02- 0,05 мм;
- износе шеек более 0,05 мм;
- больших трещинах по длине.
3.6.8.1. Валы, имеющие небольшую конусообразность, овальность, бочкообразность и при износе 0,2- 0,3 мм шлифуют, а при большем износе - обтачивают, затем шлифуют. Допускается уменьшение диаметра вала не более чем на 5-10%. Сопряженность деталей при этом меняется.
3.6.8.2. Допускается установка ремонтных втулок, наращивание металла наплавкой, металлизацией, хромированием.
3.6.8.3. Валы и оси, имеющие небольшие трещины, можно ремонтировать сваркой с последующей правкой, обтачиванием и шлифовкой.
3.6.9. Шлицевые соединения.
3.6.9.1. При износах, смятии шлицев, их можно наплавлять с последующим отжимом, механической и термообработкой.
3.6.9.2. При небольших износах - раздачей шлицев обожженного вала: зубилом подрубают канавку вдоль шлица, при этом шлиц раздается по ширине. Полученную канавку заделывают наплавкой и обрабатывают.
3.6.9.3. Забоины, заусеницы, острые края запиливаются. На торцах вала и втулки снимаются фаски.
3.6.10. Муфты.
3.6.10.1. Полумуфты должны надежно устанавливаться и крепиться на валах. Крепежные детали не должны выступать из корпуса муфты. Кулачки и зубья кулачковых и зубчатых муфт должны полностью входить в зацепление.
3.6.10.2. При износе резиновых колец, отверстий в полумуфте, посадочной шейки, колец изношенные отверстия растачивают, изготавливают новые пальцы и кольца увеличенных размеров.
3.6.10.3. Отверстия под пальцы в обеих полумуфтах должны совпадать. При значительных износах муфта заменяется.
3.6.11. Дефектация и ремонт фарфоровой изоляции.
3.6.11.1. При проведении ремонта разъединителя каждый изолятор должен быть подвергнут тщательному осмотру. При этом особое внимание должно быть обращено на:
- отсутствие трещин на поверхностях изоляторов (особенно в областях, примыкающих к фланцам);
- отсутствие сколов и следов удара на поверхностях изоляторов;
- качество армировки и цементного шва (отсутствие раковин, трещин и наличие влагостойкого покрытия);
- отсутствие трещин и сколов на фланцах изоляторов.
3.6.11.2. При обнаружении поверхностных дефектов, снижающих механическую или диэлектрическую прочность, изоляторы подлежат выбраковке. К таким дефектам относятся:
- продольные и кольцевые трещины;
- поверхностные сколы на ребрах изоляторов, превышающие допустимые значения по ГОСТ 13873-68;
- наличие поверхностного выкрашивания цементной смазки общим объемом (у двух фланцев) более 10 см3;
- наличие трещин на корпусе фланцев.
3.6.11.3. Ремонт изоляторов с дефектами, не превышающими допустимых по ГОСТ 13873-68, может быть выполнен при наличии технических возможностей, определяемых технологией приготовления лаков и клеев.
3.6.11.4. При объеме выкрашивания цементной заделки менее 10 см3, поврежденные места должны быть замазаны влагостойкой шпаклевкой с целью предотвращения проникновения в них влаги и дальнейшего разрушения цементной связки и влагостойкого покрытия.
3.6.11.5. При отсутствии шпаклевки внешние раковины и трещины следует заливать густой краской, предназначенной для покрытия цементных швов и арматуры.
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления, инструмент, оборудование | Возможные неисправности, дефекты | Рекомендации по устранению дефекта | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.7. Порядок сборки разъединителей РНД (РНДЗ)-330 , РЛНД-150, РЛНД-110 | ||||||||
| 3.7.1.1. | Сборка узлов разъединителя производится в порядке, обратном разборке, обозначенном в п. 3.2 настоящей инструкции | КЛО.412.089 | Визуально | |||||
| 3.7.1.2. | Как и разборка, сборка разъединителя производится по 4 основным узлам: колонны, главные ножи, заземляющие ножи, привод | КЛО.412.089 | Визуально | |||||
| 3.7.1.3. | Выполнить проверку механических и электромагнитных блокировок | КЛО.412.089 | Визуально | Разъединитель блокируется в соответствующих положениях (вкл.-откл.) | Рукоятка ручного оперирования | Неработоспособные блокировки: - механическая - электромагнитная | Выполнить замену блок – замков - выполнить проверку схемы блокировки | Совместно с персоналом ЛГС РЗАИ |
| 3.7.1.4. | После сборки можно переходить к регулировке, порядок которой описан в п. 4. | КЛО.412.089 | Визуально, измерения | |||||
| 3.7.1.5. | По окончании ремонта восстановить оперативные наименования, расцветку фаз оборудования | КЛО.412.089 | Визуально | Нанесенные оперативные наименования | Кисть, трафарет, краска ПФ-115 | Отсутствует маркировка, расцветка фаз | Выполнить маркировку, расцветку фаз | |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.8. Текущий ремонт разъединителя РНД (РНДЗ) - 330 | ||||||||
| 3.8.1. Ремонт колонок разъединителя. | ||||||||
| 3.8.1.1. | Проверить затяжку болтовых соединений. | КЛО.412.089 | визуально | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.8.1.2. | Выполнить осмотр и проверку опорных изоляторов. | КЛО.412.089. | визуально | Отсутствие трещин. | А/вышка, набор г/к, изолятор ОНСУ-40, ИОС-110, КО-110, ИОС 40 (или аналогичный) | Наличие трещин | При обнаружении дефектного изолятора, произвести его замену по алгоритму, описанному в п.3.2.1.3 | При демонтаже соблюдать осторожность. |
| Отсутствие нарушений армировки | А/вышка, влагостойкая шпаклевка (ПФ-00-2), краска ПФ-115, кисть, безворсовая ветошь | Нарушен армировочный шов. | Замазать поврежденное место влагостойкой шпаклевкой, залить краской | |||||
| Отсутствие наслоений в виде пыли, грязи | А/вышка, чистая безворсовая ветошь, горячая вода (до 450С) | Наслоения в виде пыли, грязи | Очистить наслоения ветошью смоченной в горячей воде | |||||
| 3.8.1.3. | Снять переднюю стенку; очистить тяги, подшипник, иные конструкции рамы от грязи, пыли, старой смазки. | КЛО.412.089. | визуально | Отсутствие старой смазки. | Ветошь, НЕФРАС, кисть. | Дефект подшипника. | Подшипник заменить, разобрав колонну. | |
| 3.8.1.4. | Нанести слой смазки в узлы сопряжения, произвести набивку смазкой подшипника. | КЛО.412.089. | визуально | Легкость вращения колонки от руки. | ЦИАТИМ 221, кисть, шприц для набивки смазкой. | |||
| 3.8.1.5. | Проверить наличие шплинтов в точках шплинтования. | КЛО.412.089. | визуально | Отсутствие повреждений. | Отсутствие шплинта. | Установить стандартный шплинт. | ||
| 3.8.1.6. | Произвести подкраску элементов рамы и фланцев изоляторов. | КЛО.412.089. | визуально | Покрашенные узлы. | Кисть, краска ПФ-115. | Нарушение антикоррозийного покрытия. | Выполнить покраску | |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.8.2. Ремонт главных контактов | ||||||||
| 3.8.2.1. | Очистить контактный нож от пыли, грязи и старой смазки. | КЛО.412.089. | визуально | Отсутствие старой смазки. | НЕФРАС, ветошь. | Следы нагара на ноже. | Следы удалить шабером, промыть НЕФРАСом. | |
| 3.8.2.2. | Произвести дефектацию ламелей. | КЛО.412.089. | визуально | Критерии в соответствии с п. 3.6 | Набор г/к | Критерии не соответствуют п. 3.6.6. | Ламель заменить. | |
| 3.8.2.3. | Произвести дефектацию резьбовых соединений, крепежных деталей, пружин, контактных поверхностей. | КЛО.412.089. | визуально | Критерии в соответствии с п. 3.6 | Критерии не соответствуют п. 3.6 | Деталь подлежит замене. | ||
| 3.8.2.4. | Затянуть все болтовые соединения контакта. | КЛО.412.089. | визуально | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.8.2.5. | Нанести слой смазки на ламели, контактную пластину, набить смазкой поворотный рычаг. | КЛО.412.089. | визуально | Смазанные соединения. | ЦИАТИМ 221, кисть, шприц для набивки смазкой. | Неравномерное распределение смазки по ламели. | После опробования проследить за равномерным распределением смазки. | |
| 3.8.2.6. | Включить разъединитель и отрегулировать зазор между торцами контактных ножей. | КЛО.412.089. | измерение | 10 мм. | Линейка. | Расстояние отличается от 10 мм. | Регулировку производить изменением длины токоведущей трубы. | Включение производить вручную. |
| 3.8.2.7. | Замерить вытягивающее усилие в ламельном контакте главного ножа. | КЛО.412.089. | измерение | 12-13 кгс | Динамометр, шаблон. | Усилие выходит за пределы 12-13 кгс | Регулировку производить нажимными болтами ламельного контакта. | Кроме РНД-330/ 2000 |
| 3.8.2.8. | Измерение сопротивления постоянному току контактной системы разъединителей | РД 34.45-51.300-97 | Измерение | Не более 50 мкОм | Микроомметр | Сопротивление больше нормативного значения | Выполнить очистку контактных поверхностей | ВНИМАНИЕ! Не допускается зачистка контактных поверхностей наждачной бумагой. |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.8.3. Ремонт заземляющего ножа | ||||||||
| 3.8.3.1. | Осмотреть все детали и шарнирные соединения, промыть от грязи, старой смазки поверхности всех деталей. | КЛО.412.089. | визуально | Отсутствие смазки. | НЕФРАС, кисть, ветошь. | |||
| 3.8.3.2. | Произвести опробование заземляющего ножа 3-4 раза. | КЛО.412.089. | визуально | Отсутствие заеданий, затираний. | Рукоятка для включения заземляющего ножа. | Наличие затираний при движении ножа. | Разобрать нож и произвести его ремонт в соответствии с рекомендациями КЛО.412.089.. | Опробование производить вручную. |
| 3.8.3.3. | Произвести осмотр и дефектацию привода заземляющего ножа. Прожать контакты КСА цепей блокировки. | КЛО.412.089. | визуально | Отсутствие дефектов. | Отвертка, плоскогубцы. | Отсутствие контакта цепей КСА. | Контакт зачистить надфилем, отдефектовать поджимную пружину. | Только для РНДЗ 330/3200. |
| 3.8.3.4. | Очистить подвижный и неподвижный контакт заземляющего ножа от старой смазки и нагара. | КЛО.412.089. | визуально | Отсутствие нагара. | НЕФРАС, ветошь, надфиль. | Наличие нагара на контакте. | Зачистить шабером место нагара. | |
| 3.8.3.5. | Нанести слой смазки на контакты заземляющего ножа. | КЛО.412.089. | визуально | Наличие смазки. | ЦИАТИМ 221, кисть. | |||
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.8.4. Ремонт привода | ||||||||
| 3.8.4.1. | Демонтировать лицевую панель. | КЛО.412.089. | визуально | Снятая панель. | Отвертка. | |||
| 3.8.4.2. | Осмотреть механизм привода, очистить от грязи, пыли. | КЛО.412.089. | визуально | Отсутствие пыли. | НЕФРАС, ветошь. | |||
| 3.8.4.3. | Осмотреть выходную муфту. Произвести ее дефектацию. | КЛО.412.089. | визуально | Отсутствие дефекта полумуфты | Набор г/к, молоток | Разбитое отверстие под пальцы в верхней полумуфте. | Полумуфту заменить. | |
| 3.8.4.4. | Вывинтить пробку редуктора и проверить наличие масла в редукторе. | КЛО.412.089. | визуально | Наличие масла в редукторе. | Ключ 22х24, масломерный указатель, масло индустриальное 50 (ГОСТ 17479.4-87) или аналог. | Отсутствие масла. | Залить масло через заливную горловину до уровня нижней прокладки | |
| 3.8.4.5. | Установить лицевую панель на место. | КЛО.412.089. | визуально | Установлена панель. | Отвертка. | Неустановленная панель | Установить панель | |
| 3.8.4.6. | Отключить-включить разъединитель 2-3 раза вручную. | КЛО.412.089. | визуально | Вращение рукоятки без затираний. | Рукоятка ручного оперирования | Затрудненное вращение | Смазать трущиеся части | Чтоб довести вал до конечного положения, необходимо произвести 4-10 оборотов рукоятки после переключения блок-контактов. |
| 3.8.4.7. | Собрать схему на управление разъединителем. | КЛО.412.089. | визуально | Собранная схема | Не собралась одна из цепей автоматики (КСА). | Не сработавший контакт зачистить, отдефектовать поджимную пружину. | ||
| 3.8.4.8. | Произвести несколько операций вкл - откл. разъединителя. | КЛО.412.089. | визуально | Правильное направление вращение эл/двиг. | Неправильное вращение эл/двигателя. | Поменять местами любые 2 фазы двигателя, отмаркировать кабель. | Порядок опробования указан в п. 4.4. | |
| КЛО.412.089. | визуально | Отсутствие затираний и хрустов в механизме редуктора, переключение блок-контактов. | Повышенный гул пускателя при работе. | Снять и произвести ревизию пускателя. | ||||
| 3.8.4.9. | Включить подогревающее устройство, проверить работоспособность. | КЛО.412.089. | визуально | Исправность подогревателя. | Неисправен подогреватель. | Подогреватель заменить. | ||
| 3.8.4.10. | Проверить контакты цепей КСА. Проконтролировать наличие пломб на блок-замках и крышках реле. | КЛО.412.089. | визуально | Исправные цепи блокировки. | Индикатор двухполюсный «ПИН-90». | Не собралась одна из цепей автоматики (КСА). Отсутствие пломб | Не сработавший контакт зачистить, отдефектовать поджимную пружину. Установить пломбы | Проверка производится с привлечением персонала ЛГС РЗАИ, который подтверждает исправность и правильность работы КСА подписью в ведомости выполненных работ. |
| 3.8.4.11. | Зачистить от нагара контактные соединения магнитных пускателей. | Визуально | Блестящая, чистая поверхность соединений | Бумага наждачная, ветошь безворсовая, «Уайт-спирит», | Нагар на контактных соединениях, прогар соединений | Удалить нагар, при невозможности или при прогарах заменить. | ||
| 3.8.4.12. | Произвести ручное переключение ключа управления | Визуально | Плавность хода | Заедание при переключении | При невозможности устранить дефект заменить ключ | |||
| 3.8.4.13. | Протянуть крепления ключа управления | Визуально | Отвертка | Незатянутость креплений | Затянуть. | |||
| 3.8.4.14. | Осмотреть выводы статора и клеммник электродвигателя. Измерение сопротивления изоляции обмотки статора. | Визуально, | Чистая поверхность наконечников, отсутствие повреждений изоляции. Сопр. не менее 0,5 МОм | Бумага наждачная, лакоткань, лента изоляционная. Мегаомметр на 500 В. | Налет окисла на наконечниках, трещины, порывы изоляции; сколы, трещины, потемнения клеммника | Отшлифовать и пролудить наконечники, заизолировать поврежденные места на изоляции. | Осмотреть выводы статора и клеммник. Поврежденный клеммник заменить. | |
| 3.8.4.15. | Проверить эмалевое покрытие обмотки статора электродвигателя в доступных местах. | Визуально | Отсутствие трещин на покрытии | Эмаль ГФ-92-ХС, кисть | Нарушение эмалевого покрытия. | Покрыть обмотку эмалью. | ||
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.9. Текущий ремонт разъединителя РЛНД-150 | ||||||||
| 3.9.1. Ремонт колонок разъединителя. | ||||||||
| 3.9.1.1. | Проверить затяжку болтовых соединений колонки изоляторов. | КЛО.412.089. | визуально, измерение | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.9.1.2. | Выполнить осмотр и проверку опорных изоляторов. | КЛО.412.089. | визуально | Отсутствие трещин. | А/вышка, набор г/к, изолятор ИОС-110 (или аналогичный) | Наличие трещин | При обнаружении дефектного изолятора, произвести его замену по алгоритму, описанному в п.3.2.1.3 | При демонтаже соблюдать осторожность. |
| КЛО.412.089. | визуально | Отсутствие нарушений армировки | А/вышка, влагостойкая шпаклевка (ПФ-00-2), краска ПФ-115, кисть, безворсовая ветошь | Нарушен армировочный шов. | Замазать поврежденное место влагостойкой шпаклевкой, залить краской | |||
| КЛО.412.089. | визуально | Отсутствие наслоений в виде пыли, грязи | А/вышка, чистая безворсовая ветошь, горячая вода (до 450С) | Наслоения в виде пыли, грязи | Очистить наслоения ветошью смоченной в горячей воде | |||
| 3.9.1.3. | Нанести слой смазки в узлы сопряжения, произвести набивку смазкой подшипника. | КЛО.412.089. | визуально | Легкость вращения колонки от руки. | ЦИАТИМ 221, кисть, шприц для набивки смазкой. | |||
| 3.9.1.4. | Проверить наличие шплинтов в точках шплинтования, надежность затяжки болтовых соединений, отсутствие повреждений рамы. | КЛО.412.089. | визуально | Отсутствие повреждений. | Отсутствие шплинта. | Установить стандартный шплинт. | ||
| 3.9.1.5. | Произвести подкраску элементов рамы и фланцев изоляторов. | КЛО.412.089. | визуально | Покрашенные узлы. | Кисть, краска ПФ-115. | Нарушение антикоррозийного покрытия. | Выполнить подкраску элементов рамы и фланцев изоляторов. | |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Инструменты, материалы, приспособления | Возможные неисправности, дефекты | Рекомендации по устранению дефекта | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.9.2. Ремонт главных контактов | ||||||||
| 3.9.2.1. | Очистить контактный нож от пыли, грязи и старой смазки. | КЛО.412.089 | визуально | Отсутствие старой смазки. | НЕФРАС, ветошь. | Следы нагара на ноже. | Следы удалить шабером, промыть НЕФРАСом. | |
| 3.9.2.2. | Произвести дефектацию ламелей. | КЛО.412.089 | визуально | Критерии в соответствии с п. 3.6 | Критерии не соответствуют п. 3.6 | Деталь подлежит замене. | ||
| 3.9.2.3. | Произвести дефектацию резьбовых соединений, крепежных деталей, пружин, контактных поверхностей. | КЛО.412.089 | визуально | Критерии в соответствии с п. 3.6 | Критерии не соответствуют п. 3.6 | Деталь подлежит замене. | ||
| 3.9.2.4. | Затянуть все болтовые соединения контакта. | КЛО.412.089 | визуально | См. табл. П23.1 | Набор г/к, моментный ключ | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.9.2.5. | Нанести слой смазки на ламели, контактную пластину, набить смазкой поворотный рычаг. | КЛО.412.089 | визуально | Смазанные соединения. | ЦИАТИМ 221, кисть, шприц для набивки смазкой. | Неравномерное распределение смазки по ламели. | После опробования проследить за равномерным распределением смазки. | |
| 3.9.2.6. | Измерение сопротивления постоянному току контактной системы разъединителей | РД 34.45-51.300-97 | Измерение | Не более 120 мкОм | Микроомметр | Сопротивление не соответствует нормативному значению | Выполнить очистку контактных поверхностей | ВНИМАНИЕ! Не допускается зачистка контактных поверхностей наждачной бумагой. |
| 3.9.2.7. | Включить разъединитель и отрегулировать несовпадение осей контактных ножей в горизонтальной плоскости. | КЛО.412.089 | измерение | не более 5 мм. | Линейка. | Несовпадение более 5 мм. | Замерить высоту колонн, вертикальность колонн. | |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.9.3. Ремонт заземляющего ножа | ||||||||
| 3.9.3.1. | Осмотреть все детали и шарнирные соединения, промыть от грязи, старой смазки поверхности всех деталей. | КЛО.412.089 | визуально | Отсутствие смазки. | НЕФРАС, кисть, ветошь. | |||
| 3.9.3.2. | Произвести опробование заземляющего ножа 3-4 раза. | КЛО.412.089 | визуально | Отсутствие заеданий, затираний. | Рукоятка для включения заземляющего ножа. | Наличие затираний при движении ножа. | Разобрать нож и произвести его ремонт в соответствии с рекомендациями КЛО.412.089. | |
| 3.9.3.3. | Произвести осмотр и дефектацию привода заземляющего ножа. Прожать контакты КСА цепей блокировки. | КЛО.412.089 | визуально | Отсутствие дефектов. | Отвертка, плоскогубцы. | Отсутствие контакта цепей КСА. | Контакт зачистить надфилем, отдефектовать поджимную пружину. | |
| 3.9.3.4. | Очистить подвижный и неподвижный контакт заземляющего ножа от старой смазки и нагара. | КЛО.412.089 | визуально | Отсутствие нагара. | НЕФРАС, ветошь, надфиль. | Наличие нагара на контакте. | Зачистить шабером место нагара. | |
| 3.9.3.5. | Нанести слой смазки на контакты заземляющего ножа. | КЛО.412.089 | визуально | Наличие смазки. | ЦИАТИМ 221, кисть. | |||
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.9.4. Ремонт привода | ||||||||
| 3.9.4.1. | Демонтировать лицевую панель. | КЛО.412.089 | визуально | Снятая панель. | Отвертка. | |||
| 3.9.4.2. | Осмотреть механизм привода, очистить от грязи, пыли. | КЛО.412.089 | визуально | Отсутствие пыли. | НЕФРАС, ветошь. | |||
| 3.9.4.3. | Осмотреть выходную муфту. Произвести ее дефектацию. | КЛО.412.089 | визуально | Отсутствие дефектов. | Разбить отверстие под пальцы в верхней полумуфте. | Полумуфту заменить. | ||
| 3.9.4.4. | Отключить-включить разъединитель 2-3 раза. | КЛО.412.089 | визуально | Ход без затираний. | Рукоятка ручного оперирования | Не собралась одна из цепей автоматики (КСА). | Не сработавший контакт зачистить надфилем, отдефектовать поджимную пружину. | |
| 3.9.4.5. | Проверить контакты цепей КСА. Проконтролировать наличие пломб на блок-замках и крышках реле. | КЛО.412.089 | визуально | Исправные цепи блокировки. | Проверка производится с привлечением ЛГС РЗАИ, которые оформляют свое согласие подписью в ведомости выполненных работ. | |||
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.10. Текущий ремонт разъединителя РЛНД 110 кВ | ||||||||
| 3.10.1. Ремонт колонок разъединителя. | ||||||||
| 3.10.1.1. | Проверить затяжку болтовых соединений колонки изоляторов, экранирующего кольца. | КЛО.412.029 | визуально, измерение | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.10.1.2. | Выполнить осмотр и проверку опорных изоляторов. | КЛО.412.029 | визуально | Отсутствие трещин. | А/вышка, набор г/к, изолятор | Наличие трещин | При обнаружении дефектного изолятора, произвести его замену по алгоритму, описанному в п.3.2.1.3 | При демонтаже соблюдать осторожность. |
| КЛО.412.029 | визуально | Отсутствие нарушений армировки | А/вышка, влагостойкая шпаклевка (ПФ-00-2), краска ПФ-115, кисть, безворсовая ветошь | Нарушен армировочный шов. | Замазать поврежденное место влагостойкой шпаклевкой, залить краской | |||
| КЛО.412.029 | визуально | Отсутствие наслоений в виде пыли, грязи | А/вышка, чистая безворсовая ветошь, горячая вода (до 450С) | Наслоения в виде пыли, грязи | Очистить наслоения ветошью смоченной в горячей воде | |||
| 3.10.1.3. | Нанести слой смазки в узлы сопряжения, произвести набивку смазкой подшипника. | КЛО.412.029 | визуально | Легкость вращения колонки от руки. | ЦИАТИМ 221, кисть, шприц для набивки смазкой. | |||
| 3.10.1.4. | Проверить наличие шплинтов в точках шплинтования, надежность затяжки болтовых соединений, отсутствие повреждений рамы. | КЛО.412.029 | визуально | Отсутствие повреждений. | Отсутствие шплинта. | Установить стандартный шплинт. | ||
| 3.10.1.5. | Произвести подкраску элементов рамы и фланцев изоляторов. | КЛО.412.029 | визуально | Покрашенные узлы. | Кисть, краска ПФ-115. | Нарушение антикоррозийного покрытия. | Выполнить подкраску элементов рамы и фланцев изоляторов. | |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Инструменты, материалы, приспособления | Возможные неисправности, дефекты | Рекомендации по устранению дефекта | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.10.2. Ремонт главных контактов | ||||||||
| 3.10.2.1. | Очистить контактный нож от пыли, грязи и старой смазки. | КЛО.412.029 | визуально | Отсутствие старой смазки. | Уайт-спирит, ветошь. | Следы нагара на ноже. | Следы удалить шабером, промыть НЕФРАСом. | |
| 3.10.2.2. | Произвести дефектацию ламелей. | КЛО.412.029 | визуально | Критерии в соответствии с п. 3.6 | Критерии не соответствуют п. 3.6 | Деталь подлежит замене. | ||
| 3.10.2.3. | Произвести дефектацию резьбовых соединений, крепежных деталей, пружин, контактных поверхностей. | КЛО.412.029 | визуально | Критерии в соответствии с п. 3.6 | Критерии не соответствуют п. 3.6 | Деталь подлежит замене. | ||
| 3.10.2.4. | Проверить затяжку болтовых соединений контактного соединения. | КЛО.412.029 | визуально, измерение | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.10.2.5. | Нанести слой смазки на ламели, контактную пластину, набить смазкой поворотный рычаг. | КЛО.412.029 | визуально | Смазанные соединения. | ЦИАТИМ 221, кисть, шприц для набивки смазкой. | Неравномерное распределение смазки по ламели. | После опробования проследить за равномерным распределением смазки. | |
| 3.10.2.6. | Включить разъединитель и отрегулировать несовпадение осей контактных ножей в горизонтальной плоскости. | КЛО.412.029 | измерение | не более 5 мм. | Линейка. | Несовпадение более 5 мм. | Замерить высоту колонн, вертикальность колонн. | |
| 3.10.2.7. | Измерение сопротивления постоянному току контактной системы разъединителей | РД 34.45-51.300-97 | Измерение | Не более 50 мкОм | Микроомметр | Сопротивление не соответствует нормативному значению | Выполнить очистку контактных поверхностей | ВНИМАНИЕ! Не допускается зачистка контактных поверхностей наждачной бумагой. |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.10.3. Ремонт заземляющего ножа | ||||||||
| 3.10.3.1. | Осмотреть все детали и шарнирные соединения, промыть от грязи, старой смазки поверхности всех деталей. | КЛО.412.029 | визуально | Отсутствие смазки. | НЕФРАС, кисть, ветошь. | |||
| 3.10.3.2. | Произвести опробование заземляющего ножа 3-4 раза. | КЛО.412.029 | визуально | Отсутствие заеданий, затираний. | Рукоятка для включения заземляющего ножа. | Наличие затираний при движении ножа. | Разобрать нож и произвести его ремонт в соответствии с рекомендациями КЛО.412.089. | |
| 3.10.3.3. | Очистить подвижный и неподвижный контакт заземляющего ножа от старой смазки и нагара. | КЛО.412.029 | визуально | Отсутствие нагара. | НЕФРАС, ветошь, надфиль. | Наличие нагара на контакте. | Зачистить шабером место нагара. | |
| 3.10.3.4. | Нанести слой смазки на контакты заземляющего ножа. | КЛО.412.029 | визуально | Наличие смазки. | ЦИАТИМ 221, кисть. | |||
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.10.4. Ремонт привода | ||||||||
| 3.10.4.1. | Демонтировать лицевую панель. | КЛО.412.029 | визуально | Снятая панель. | Отвертка. | |||
| 3.10.4.2. | Осмотреть механизм привода, очистить от грязи, пыли. | КЛО.412.029 | визуально | Отсутствие пыли. | НЕФРАС, ветошь. | |||
| 3.10.4.3. | Осмотреть выходную муфту. Произвести ее дефектацию. | КЛО.412.029 | визуально | Отсутствие дефектов. | Разбитое отверстие под пальцы в верхней полумуфте. | Полумуфту заменить. | ||
| 3.10.4.4. | Отключить-включить разъединитель 2-3 раза. | КЛО.412.029 | визуально | Ход без затираний. | Рукоятка ручного оперирования | Не собралась одна из цепей автоматики (КСА). | Не сработавший контакт зачистить надфилем, отдефектовать поджимную пружину. | |
| 3.10.4.5. | Прожать контакты КСА цепей блокировки. | КЛО.412.029 | визуально | Отсутствие дефектов. | Отвертка, плоскогубцы. | Отсутствие контакта цепей КСА. | Контакт зачистить надфилем, отдефектовать поджимную пружину. | Проверка производится с привлечением ЛГС РЗАИ, которые оформляют свое согласие подписью в ведомости выполненных работ. |
| 3.10.4.6. | Проконтролировать наличие пломб на блок-замках и крышках реле. | КЛО.412.029 | визуально | Исправные цепи блокировки. | Отсутствие пломб | Установить пломбы | ||
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.11. Техническое обслуживание разъединителей серии РГ на напряжение 110 кВ | ||||||||
| 3.11.1. Техническое обслуживание колонок разъединителя (рис. 6.3.3) | ||||||||
| 3.11.1.1. | Произвести внешний осмотр основных узлов разъединителя | ИВЕЖ.674214.018 | визуально | Отсутствие повреждений. | Поврежденная рама | Составить акт дефектации на раму разъединителя | Разъединитель перевести в капитальный ремонт с оформлением соответствующих документов. | |
| 3.11.1.2. | Выполнить вручную несколько контрольных операций (не более 2 раз) «Включено-Отключено» | ИВЕЖ.674214.018 | визуально | Отсутствие дефектов. | Ламели расклиниваются неравномерно | Выполнить регулировку разъединителя. | ||
| 3.11.1.3. | Выполнить осмотр и проверку опорных изоляторов. | ИВЕЖ.674214.018-01-РЭ | визуально | Отсутствие трещин. | А/вышка, набор г/к, изолятор С4-550I-М УХЛ1 (или аналогичный) | Наличие трещин | Произвести замену опорного изолятора | При демонтаже соблюдать осторожность. |
| Отсутствие нарушений армировки | А/вышка, влагостойкая шпаклевка (ПФ-00-2), краска ПФ-115, кисть, безворсовая ветошь | Нарушен армировочный шов. | Замазать поврежденное место влагостойкой шпаклевкой, залить краской | |||||
| Отсутствие наслоений в виде пыли, грязи | А/вышка, чистая безворсовая ветошь, горячая вода (до 450С) | Наслоения в виде пыли, грязи | Очистить наслоения ветошью смоченной в горячей воде | |||||
| 3.11.1.4. | Проверить надежность затяжки болтовых соединений. | ИВЕЖ.674214.018 | визуально | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.11.1.5. | Проверить наличие шплинтов в точках шплинтования | ИВЕЖ.674214.018 | визуально | Наличие шплинтов | Отвертка, пассатижи | Отсутствие шплинта. | Установить стандартный шплинт. | |
| 3.11.1.6. | При необходимости, нанести смазку на все открытые трущиеся части механизмов и передач, где смазка имеет непосредственный контакт с пылью, грязью, дождем и снегом и т.д. | ИВЕЖ.674214.018 | визуально | Нанесенная смазка | Кисть, ЦИАТИМ-221 | Отсутствие смазки | Нанести смазку | |
| 3.11.1.7. | Произвести подкраску элементов рамы и фланцев изоляторов. | ИВЕЖ.674214.018 | визуально | Покрашенные узлы. | Кисть, краска ПФ-115. | Нарушение антикоррозийного покрытия. | Произвести подкраску элементов | |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Инструменты, материалы, приспособления | Возможные неисправности, дефекты | Рекомендации по устранению дефекта | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.11.2. Ремонт главных контактов | ||||||||
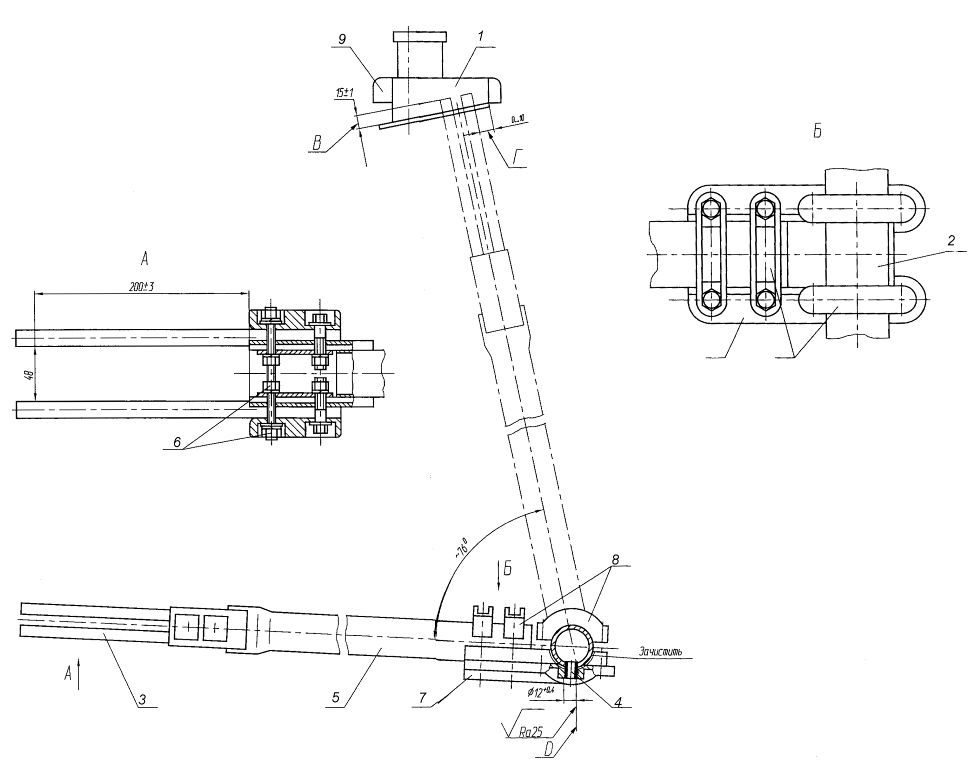
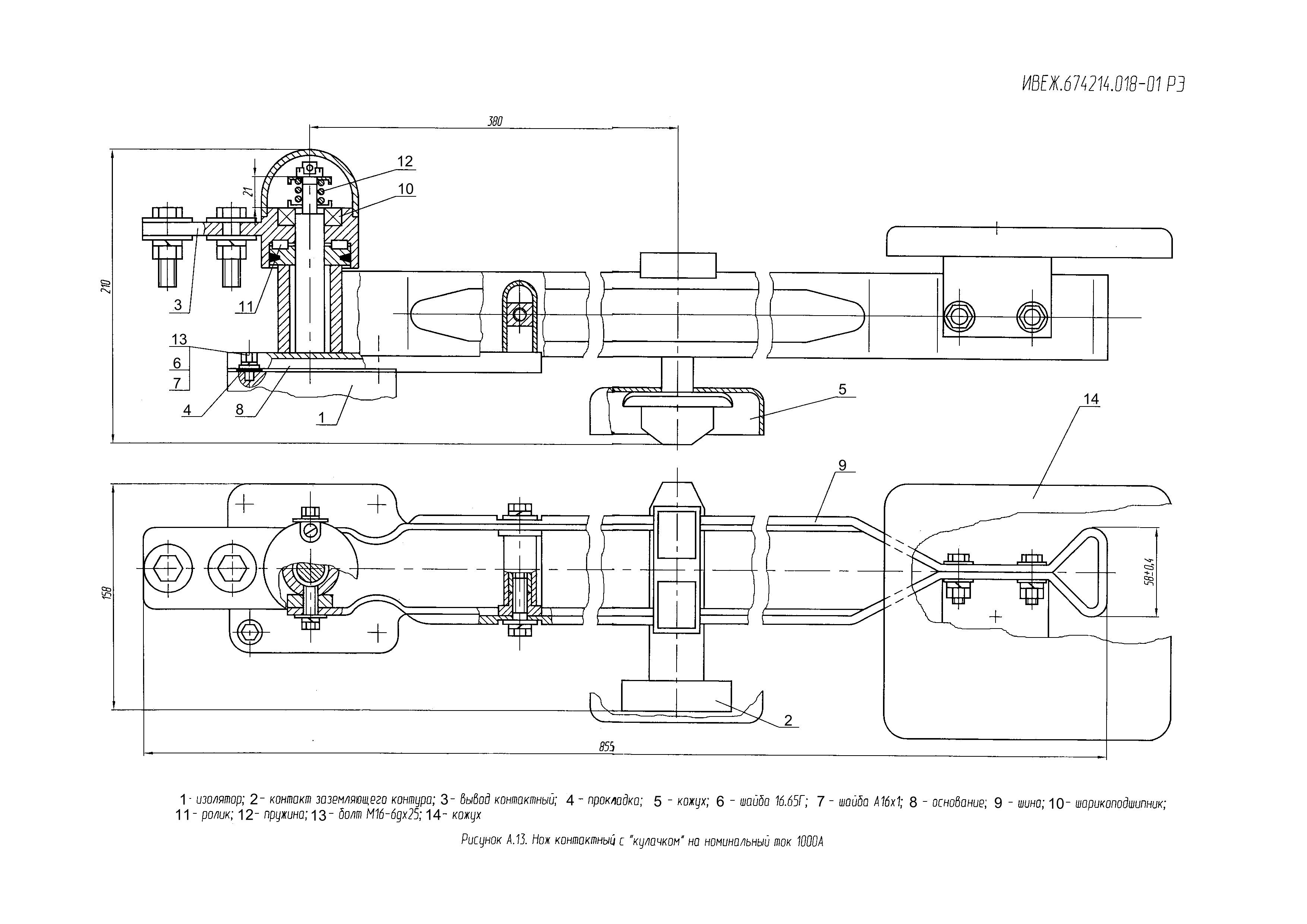 Рис. 3.11.1 Нож контактный с "кулачком" на номинальный ток 1000А. 1 – изолятор; 2 – контакт заземляющего контура; 3 – вывод контактный; 4 – прокладка; 5 – кожух; 6 – шайба 16.65Г; 7 – шайба А16х1; 8 – основание; 9 – шина; 10 – шарикоподшипник; 11 – ролик; 12 – пружина; 13 – Болт М16-6qх25; 14 – кожух | ||||||||
| 3.11.2.1. | Очистить контактные ножи от пыли, грязи и старой смазки. | ИВЕЖ.674214.018 | визуально | Отсутствие старой смазки. | Уайт-спирит, ветошь. | Следы нагара на ноже. | Удалить следы нагара чистой ветошью | Не допускается зачистка контактных поверхностей наждачной бумагой. |
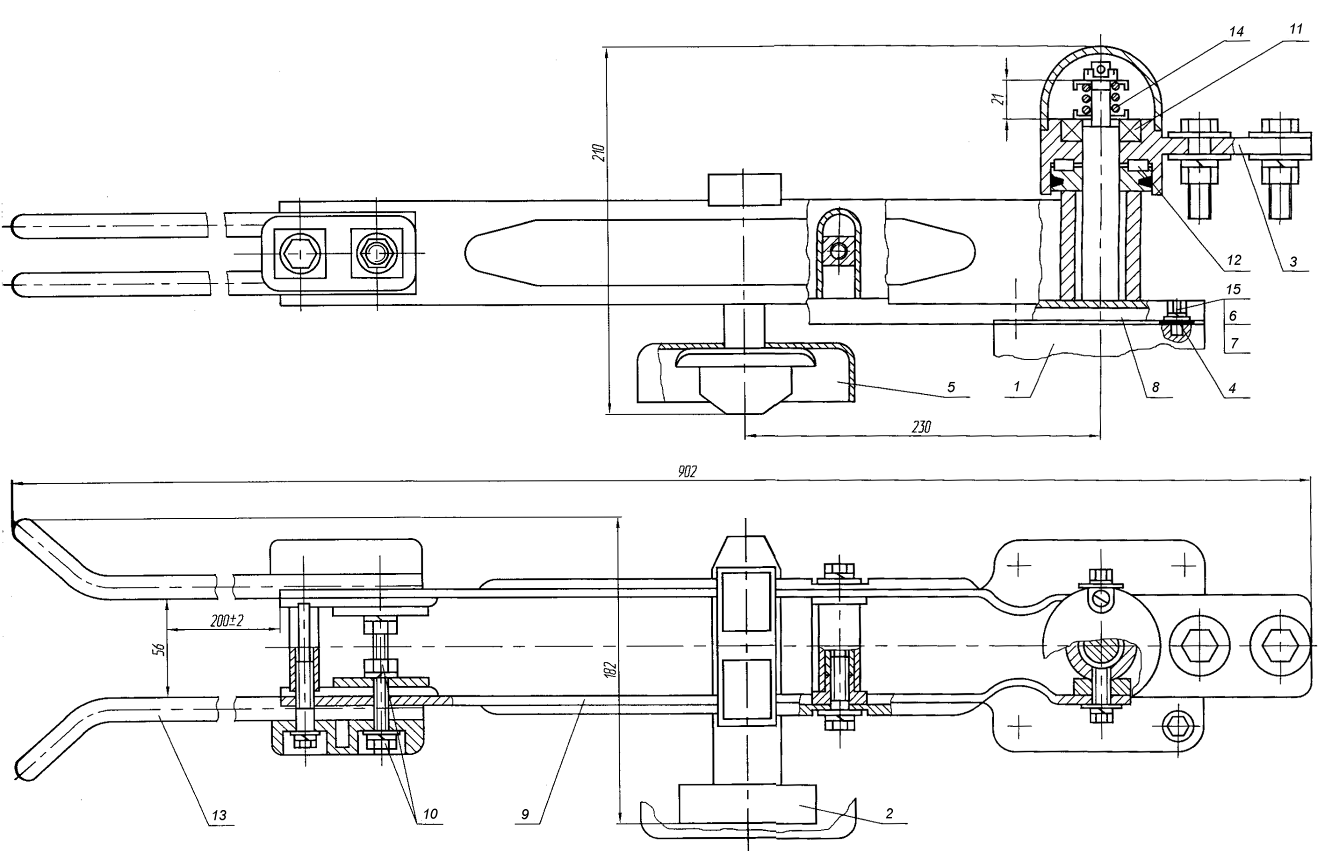 Рис. 3.11.2 Нож контактный с ламелями на номинальный ток 1000А. 1 – изолятор; 2 – контакт заземляющего контура; 3 – вывод контактный; 4 – прокладка; 5 – кожух; 6 – шайба 16.65Г; 7 – шайба А16х1; 8 – основание; 9 – шина; 10 – гайка; 11 – шарикоподшипник; 12 – ролик; 13 – ламель; 14 – пружина; 15 – болт М16-6qх25. | ||||||||
| 3.11.2.2. | Произвести дефектацию резьбовых соединений, крепежных деталей, пружин, контактных поверхностей контактных ножей. | ИВЕЖ.674214.018 | визуально | Критерии в соответствии с п. 3.6 | Критерии не соответствуют п. 3.6 | Деталь подлежит замене. | ||
| 3.11.2.3. | Затянуть все болтовые соединения контакта. | ИВЕЖ.674214.018 | визуально | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.11.2.4. | Выполнить проверку контактного нажатия. | ИВЕЖ.674214.018 | измерение | Контактное нажатие каждой ламели должно составлять 115±15Н | Моментный ключ, набор головок, динамометр | Контактное нажатие каждой ламели не соответствует заданным критериям | Выполнить регулировку контактного нажатия. | |
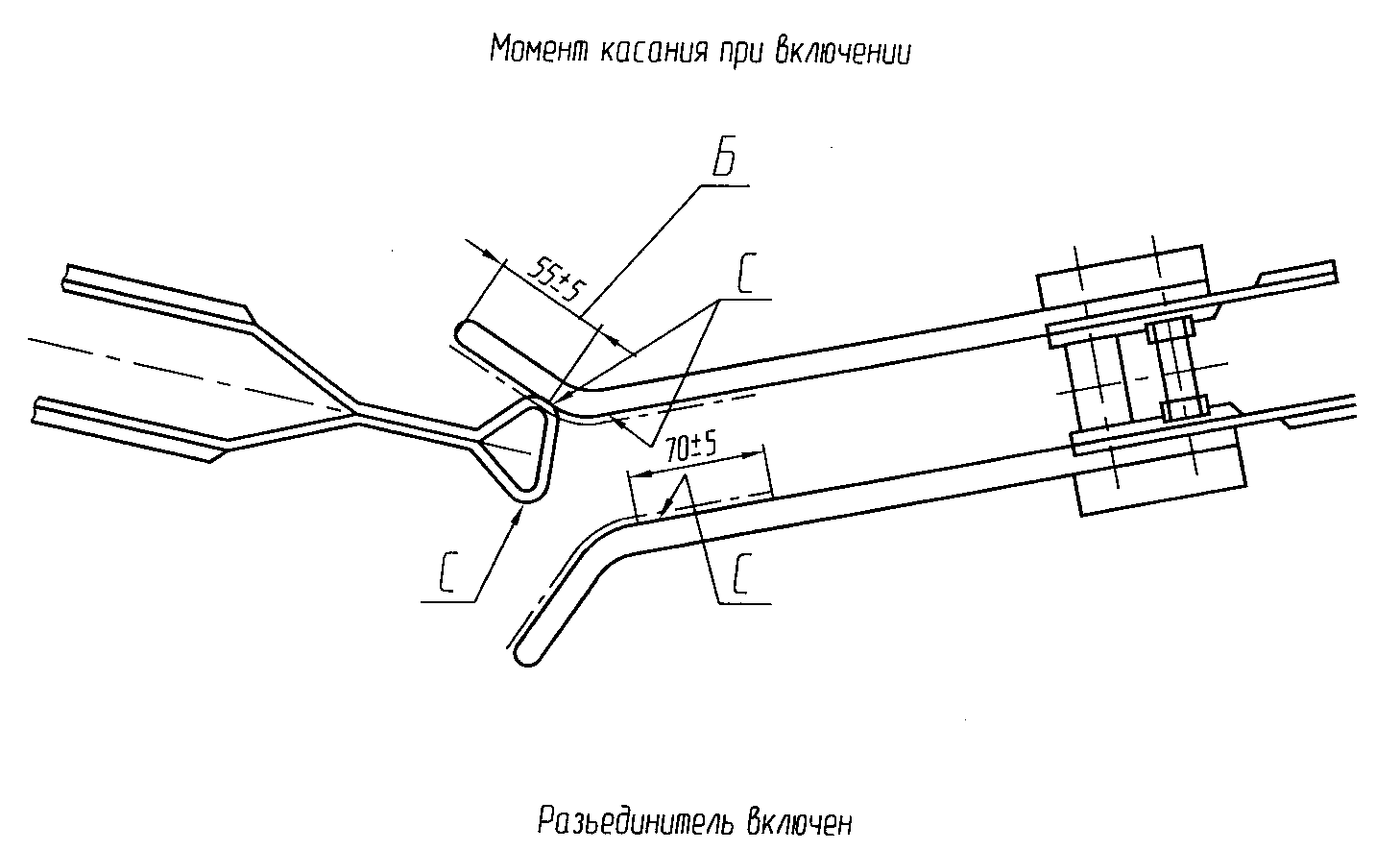 | 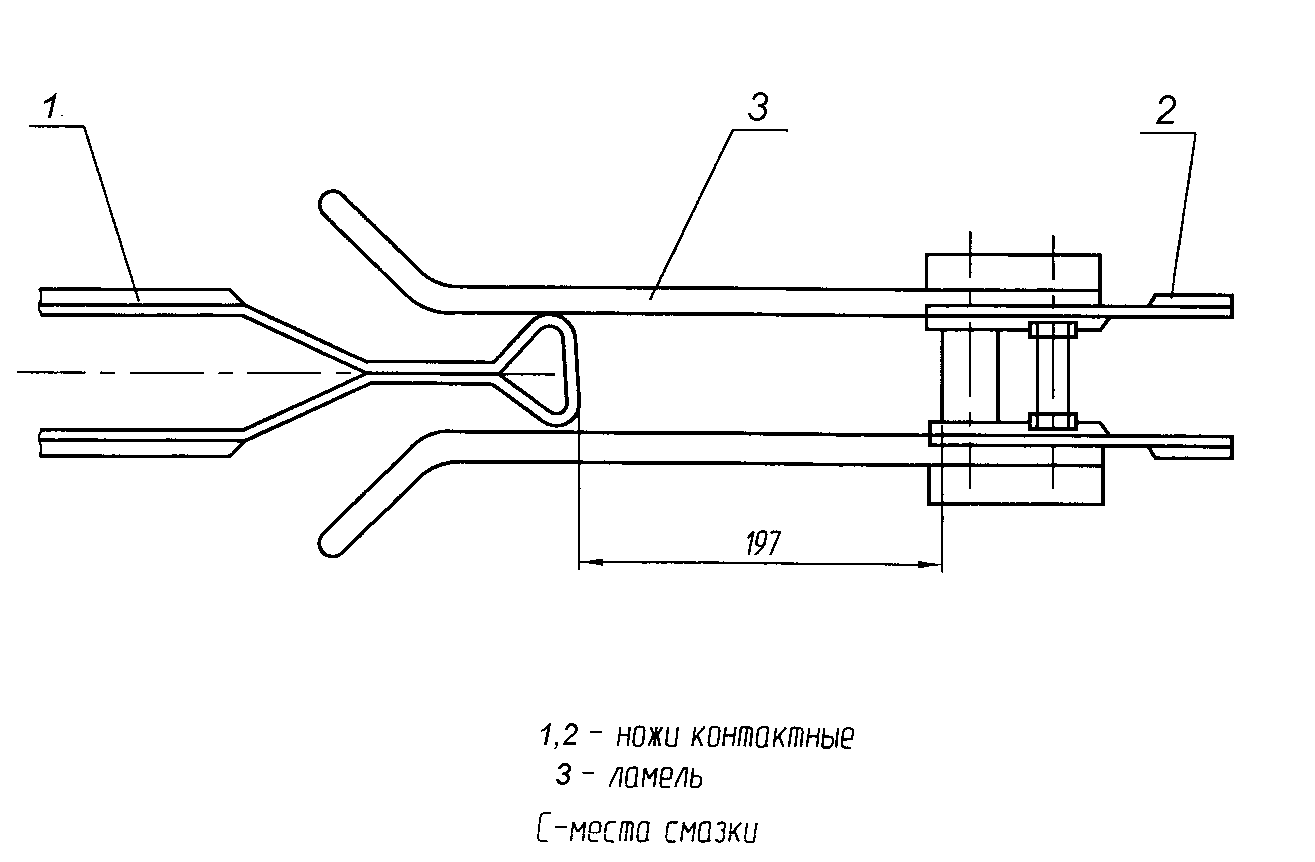 | |||||||
| Рис. 3.11.3 Разъемный контакт | ||||||||
| 3.11.2.5. | Проверить заход ламелей (рис. 3.12.3) | ИВЕЖ.674214.018 | измерение | 70± 5 мм | Линейка, набор г/к | Заход ламелей не соответствует заданным критериям (рис. 3.12.3) | Заход ламелей регулировать гайками 10 (рис. 3.12.2) | |
| 3.11.2.6. | Проверить касание ножей на расстоянии Б от конца ламели (рис. 3.12.3) | ИВЕЖ.674214.018 | измерение | 55± 5 мм | Линейка, Набор г/к | Касание ламелей не соответствует размеру Б (рис. 3.12.3) | Размер касания контактных ножей регулировать поворотом контактного ножа 9 относительно изолятора 1 при ослабленной затяжке болтов 13 (рис. 3.12.1) | Если регулировки поворотом ножа 9 (рис. 3.12.1) недостаточно, то регулировать поворотом контактного ножа 9 (рис. 3.12.2) относительно изолятора 1 при ослабленной затяжке болтов 15. |
| 3.11.2.7. | Нанести слой смазки на ламели и кулачок (Рис. 3.12.3) | ИВЕЖ.674214.018 | визуально | Смазанные соединения. | ЦИАТИМ 221, кисть. | Неравномерное распределение смазки по ламели. | После опробования проследить за равномерным распределением смазки. | |
| 3.11.2.8. | Замерить величину сопротивления постоянному току главного токоведущего контура | ИВЕЖ.674214.018 | Измерение | Не более 120х10-6 Ом | Микроомметр | Сопротивление больше нормативного значения | Выполнить очистку контактных поверхностей | ВНИМАНИЕ! Не допускается зачистка контактных поверхностей наждачной бумагой. |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.11.3. Ремонт заземляющего ножа | ||||||||
 |  | |||||||
| Рис. 3.11.4. Заземляющий контур на ток электродинамической стойкости 80 кА | ||||||||
| 3.11.3.1. | Осмотреть все детали и шарнирные соединения, промыть от грязи, старой смазки поверхности всех деталей. | ИВЕЖ.674214.018 | визуально | Отсутствие смазки. | НЕФРАС, кисть, ветошь. | |||
| 3.11.3.2. | Произвести опробование заземляющего ножа 3-4 раза. | ИВЕЖ.674214.018 | визуально | Отсутствие заеданий, затираний. | Рукоятка для включения заземляющего ножа. | Наличие затираний при движении ножа. | Разобрать нож и произвести его ремонт в соответствии с рекомендациями ИВЕЖ.674214.018 | |
| 3.11.3.3. | Очистить подвижный и неподвижный контакт заземляющего ножа от старой смазки и нагара. | ИВЕЖ.674214.018 | визуально | Отсутствие нагара. | Уайт-спирит, ветошь. | Следы нагара на ноже. | Удалить следы нагара чистой ветошью | Не допускается зачистка контактных поверхностей наждачной бумагой. |
| 3.11.3.4. | Нанести слой смазки на контакты заземляющего ножа. | ИВЕЖ.674214.018 | визуально | Наличие смазки. | ЦИАТИМ 221, кисть. | |||
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.11.4. Ремонт привода | ||||||||
 | ||||||||
| 3.11.4.1. | Осмотреть механизм привода, очистить от грязи, пыли. | ИВЕЖ.303333.007РЭ | визуально | Отсутствие пыли. | Уайт-спирит, ветошь. | |||
| 3.11.4.2. | Выполнить ревизию защитного заземления, для чего: | ИВЕЖ.303333.007РЭ | ||||||
| - отвернуть болт заземления | ИВЕЖ.303333.007РЭ | визуально | Отвернутый болт | Набор г/к. | Невозможно открутить болт | Болт заменить | ||
| - отсоединить заземляющую шину | ИВЕЖ.303333.007РЭ | визуально | Отсоединенная шина | |||||
| - удалить грязь и окисную пленку с контактных поверхностей | ИВЕЖ.303333.007РЭ | визуально | Отсутствие грязи и окисной пленки | Стальная щётка, надфиль | Высокая степень загнивания заземляющей шины | Выполнить замену заземляющей шины. | ||
| - промыть очищенные поверхности органическим растворителем | ИВЕЖ.303333.007РЭ | визуально | Очищенные поверхности | Уайт-спирит, чистая ветошь | Высокая степень загрязнения | Выполнить очистку стальной щеткой | ||
| - смазать очищенные поверхности нейтральной смазкой | ИВЕЖ.303333.007РЭ | визуально | Смазанные поверхности | ЦИАТИМ-221, кисть | ||||
| - подсоединить заземляющую шину | ИВЕЖ.303333.007РЭ | визуально | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | ||
| 3.11.4.3. | Осмотреть выходную муфту. Произвести ее дефектацию. | ИВЕЖ.303333.007РЭ | визуально | Отсутствие дефектов. | Разбитые отверстие под пальцы в верхней полумуфте. | Полумуфту заменить. | ||
| 3.11.4.4. | Отключить-включить разъединитель 2-3 раза. | ИВЕЖ.303333.007РЭ | визуально | Ход без затираний. | Рукоятка ручного оперирования | Не собралась одна из цепей автоматики (КСА). | Не сработавший контакт зачистить надфилем, отдефектовать поджимную пружину. | |
| 3.11.4.5. | Выполнить проверку механических и электромагнитных блокировок | ИВЕЖ.303333.007РЭ | Визуально | Разъединитель блокируется в соответствующих положениях (вкл.-откл.) | Рукоятка ручного оперирования | Неработоспособные блокировки: - механическая - электромагнитная | Выполнить замену блок – замков - выполнить проверку схемы блокировки | Совместно с персоналом ЛГС РЗАИ |
 | ||||||||
| 3.11.4.6. | Проверить контакты цепей КСА. Проконтролировать наличие пломб. | ИВЕЖ.303333.007РЭ | визуально | Исправные цепи блокировки. | Отвертка, мультиметр | Отсутствие пломб | Установить пломбы | Проверка производится с привлечением ЛГС РЗАИ, которые оформляют свое согласие подписью в ведомости выполненных работ. |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | ||
| Метод | Критерии | ||||||||
| 3.12. Техническое обслуживание типа SSBII-АМ-362 на напряжение 330 кВ. | |||||||||
| 3.12.1. Техническое обслуживание колонок разъединителя (рис. 6.3.5) | |||||||||
| 3.12.1.1. | Произвести внешний осмотр основных узлов разъединителя | IM0240 | визуально | Отсутствие повреждений. | Поврежденная рама | Составить акт дефектации на разъединитель | |||
| 3.12.1.2. | Выполнить вручную несколько контрольных операций (3 раза) «Включено-Отключено» | IM0240 | визуально | Отсутствие дефектов. | Ламели расклиниваются неравномерно | Выполнить регулировку разъединителя. | |||
| 3.12.1.3. | Выполнить осмотр и проверку опорных изоляторов. | IM0240 | визуально | Отсутствие трещин. | А/вышка, набор г/к, изолятор | Наличие трещин | Произвести замену опорного изолятора | При демонтаже соблюдать осторожность. | |
| Отсутствие нарушений армировки | А/вышка, влагостойкая шпаклевка (ПФ-00-2), краска ПФ-115, кисть, безворсовая ветошь | Нарушен армировочный шов. | Замазать поврежденное место влагостойкой шпаклевкой, залить краской | ||||||
| Отсутствие наслоений в виде пыли, грязи | А/вышка, чистая безворсовая ветошь, горячая вода (до 450С) | Наслоения в виде пыли, грязи | Очистить наслоения ветошью смоченной в горячей воде | ||||||
| 3.12.1.4. | Проверить надежность затяжки болтовых соединений колонок разъединителей. | IM0240 | визуально | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | ||
| 3.12.1.5. | При необходимости, нанести смазку на все открытые трущиеся части механизмов и передач, где смазка имеет непосредственный контакт с пылью, грязью, дождем и снегом и т.д. | IM0240 | визуально | Нанесенная смазка | Кисть, Molykote BR2 | Отсутствие смазки | Нанести смазку | ||
| 3.12.1.6. | Произвести подкраску элементов рамы и фланцев изоляторов. | IM0240 | визуально | Покрашенные узлы. | Кисть, краска ПФ-115. | Нарушение антикоррозийного покрытия. | Произвести подкраску элементов | ||
| 3.12.2. Техническое обслуживание главных контактов | |||||||||
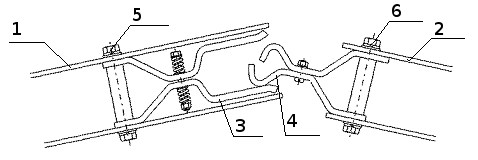 Рис. 3.12.1 Нож контактный. 1,2 – токопроводы; 3,4 – контактные ламели; 5, 6 – фиксирующие болты. | |||||||||
| 3.12.2.1. | Очистить контактные ножи 66, 67 от пыли, грязи и старой смазки. | IM0240 | визуально | Отсутствие старой смазки. | Уайт-спирит, ветошь. | Следы нагара. | Удалить следы нагара чистой ветошью | Не допускается зачистка контактных поверхностей наждачной бумагой. | |
| 3.12.2.2. | Произвести дефектацию резьбовых соединений, крепежных деталей, пружин, контактных поверхностей контактных ножей. | IM0240 | визуально | Критерии в соответствии с п. 3.6 | Критерии не соответствуют п. 3.6 | Деталь подлежит замене. | |||
| 3.12.2.3. | Проверить все болтовые соединения контакта, а так же противокоронного экрана к токоведущей части | IM0240 | визуально | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | ||
| 3.12.2.4. | Нанести слой смазки на контактные ламели | IM0240 | визуально | Смазанные соединения. | Molykote BR2, кисть. | Неравномерное распределение смазки по ламели. | После опробования проследить за равномерным распределением смазки. | ||
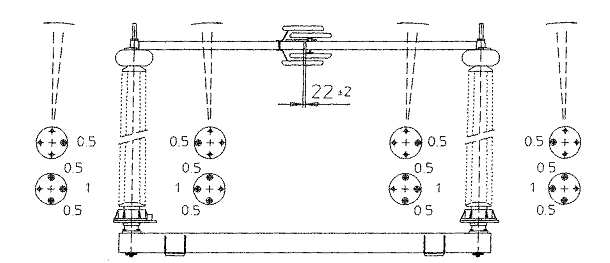 Рис. 3.12.2. Регулировка разъединителя. | |||||||||
| 3.12.2.5. | Проверить расстояние между контактными ножами | IM0240 | Измерение | 22± 2 мм | А/вышка, линейка | Расстояние не соответствует заданным критериям | Выполнить регулировку выравнивающими прокладками | ||
| 3.12.2.6. | Измерение сопротивления постоянному току контактной системы разъединителей | РД 34.45-51.300-97 | Измерение | Не более 50 мкОм | Микроомметр | Сопротивление больше нормативного значения | Выполнить очистку контактных поверхностей | ВНИМАНИЕ! Не допускается зачистка контактных поверхностей наждачной бумагой. | |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.12.3. Техническое обслуживание заземляющего ножа (заземлителя) | ||||||||
| 3.12.3.1. | Произвести опробование заземляющего ножа 2-3 раза. | IM0240 | визуально | Отсутствие заеданий, затираний. | Рукоятка для включения заземляющего ножа. | Наличие затираний при движении ножа. | Разобрать нож и произвести его ремонт в соответствии с рекомендациями IM0240 | |
| 3.12.3.2. | Осмотреть все детали и шарнирные соединения, промыть от грязи, старой смазки поверхности всех деталей. | IM0240 | визуально | Отсутствие смазки. | НЕФРАС, кисть, ветошь. | |||
| 3.12.3.3. | Очистить контактные поверхности заземляющего ножа от старой смазки. | IM0240 | визуально | Отсутствие смазки. | Уайт-спирит, ветошь. | Следы смазки на ноже. | Удалить следы смазки чистой ветошью, при невозможности заменить | Не допускается зачистка контактных поверхностей наждачной бумагой. |
| 3.12.3.4. | Нанести слой смазки на контакты заземляющего ножа. | IM0240 | визуально | Наличие смазки. | Molykote BR2, кисть. | |||
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.12.4. Техническое обслуживание привода | ||||||||
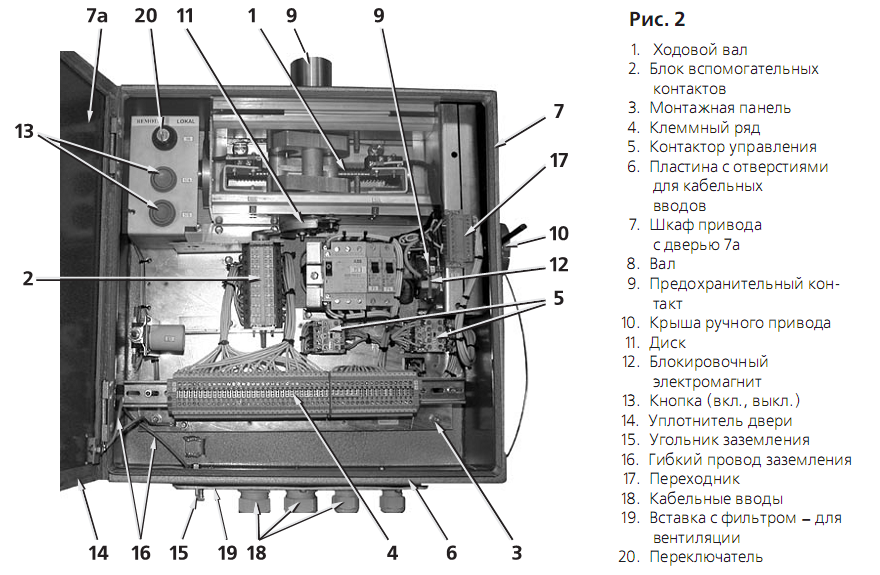 Рис. 3.12.3. Привод серии МТ | ||||||||
| 3.12.4.1. | Осмотреть механизм привода, очистить от грязи, пыли. | 2БП.055001РЭпр | визуально | Отсутствие пыли. | НЕФРАС, ветошь, кисть | |||
| 3.12.4.2. | Осмотреть выходную муфту. Произвести ее дефектацию. | 2БП.055001РЭпр | визуально | Отсутствие дефектов. | Разбитые отверстие под пальцы в верхней полумуфте. | Полумуфту заменить. | ||
| 3.12.4.3. | Отключить-включить разъединитель 2-3 раза. | 2БП.055001РЭпр | визуально | Ход без затираний. | Рукоятка ручного оперирования | Не собралась одна из цепей автоматики (КСА). | Не сработавший контакт зачистить надфилем, отдефектовать поджимную пружину. | |
| 3.12.4.4. | Проверить смазку рабочего винта 1 (рис 3.12.3) | 2БП.055001РЭпр | визуально | Наличие смазки | Смазка Molykote Longterm 2 Plus, кисть | Отсутствие смазки | Произвести смазку. | |
| 3.12.4.5. | Проверить действие предохранительного контакта 9 (рис 3.12.3), конечного выключателя и нагревателя | 2БП.055001РЭпр | визуально | Цепь должна разрываться при установке на место рукоятки | Рукоятка управления приводом | Цепь не разрывается | Выполнить замену предохранительного контакта 9 | |
| 3.12.4.6. | Проверить срабатывание вспомогательных контактов 2 в обоих крайних положениях. | 2БП.055001РЭпр | визуально | Срабатывание контактов | Рукоятка управления приводом | Контакты не срабатывают | Выполнить регулировку разъединителя | |
| 3.12.4.7. | Проверить работу блокировочного электромагнита 12 и выключателя | 2БП.055001РЭпр | визуально | Шток электромагнита должен делать установку рукоятки при выключенном электромагните невозможной | Рукоятка управления приводом | Электромагнит не срабатывает | Выполнить замену электромагнита | |
| 3.12.4.8. | Проверить крепление к выводам кабелей цепей управления и сигнализации | 2БП.055001РЭпр | визуально | Надежное крепление | Отвертка | Ослабление крепления | Выполнить затяжку крепления | |
| 3.12.4.9. | Проверить правильность передачи движения с вала 8 на блок вспомогательных контактов 2 через диск 11. При необходимости очистить и смазать направляющие поверхности | 2БП.055001РЭпр | визуально | Смазанные поверхности | Смазка Molykote Longterm 2 Plus, кисть | Отсутствие смазки | Нанести смазки | |
| 3.12.4.10. | Проверить уплотнитель 14 двери 7а, плотность закрывания | 2БП.055001РЭпр | визуально | Плотное закрытие двери | Неплотное закрывание | Заменить уплотнение | ||
| 3.12.4.11. | Прочистите фильтр в уплотнителе 19 | 2БП.055001РЭпр | визуально | Чистый фильтр | Кисть | Невозможность очистить фильтр | Фильтр заменить | |
| 3.12.4.12. | Выполнить проверку механических и электромагнитных блокировок разъединителя | 2БП.055001РЭпр | Визуально | Разъединитель блокируется в соответствующих положениях (вкл.-откл.) | Рукоятка ручного оперирования | Неработоспособные блокировки: - механическая - электромагнитная | Выполнить замену блок – замков - выполнить проверку схемы блокировки | Совместно с персоналом ЛГС РЗАИ |
| 3.12.4.13. | Собрать схему на управление разъединителем, включить-отключить разъединитель от эл/двигателя. | 2БП.055001РЭпр | визуально | Правильное направление вращение эл/двигателя. | Неправильное вращение эл/двигателя. | Поменять местами любые 2 фазы двигателя. | Порядок опробования указан в п. 4.5. | |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.13. Техническое обслуживание разъединителей типа SGF-123 на напряжение 110 кВ. | ||||||||
| 3.13.1. Техническое обслуживание колонок разъединителя (рис. 6.3.4) | ||||||||
| 3.13.1.1. | Произвести внешний осмотр основных узлов разъединителя | 2БП.055.001РЭ | визуально | Отсутствие повреждений. | Поврежденная рама | Составить акт дефектации на разъединитель | Разъединитель перевести в капитальный ремонт с оформлением соответствующих документов. | |
| 3.13.1.2. | Выполнить вручную несколько контрольных операций (3 раза) «Включено-Отключено» | 2БП.055.001РЭ | визуально | Отсутствие дефектов. | Ламели расклиниваются неравномерно | Выполнить регулировку разъединителя. | ||
| 3.13.1.3. | Выполнить осмотр и проверку опорных изоляторов. | 2БП.055.001РЭ | визуально | Отсутствие трещин. | А/вышка, набор г/к, изолятор ОТПК8-110-В-3 (ОТПК4-110А-2 УХЛ1-02) | Наличие трещин | Произвести замену опорного изолятора | При демонтаже соблюдать осторожность. |
| Отсутствие нарушений армировки | А/вышка, влагостойкая шпаклевка (ПФ-00-2), краска ПФ-115, кисть, безворсовая ветошь | Нарушен армировочный шов. | Замазать поврежденное место влагостойкой шпаклевкой, залить краской | |||||
| Отсутствие наслоений в виде пыли, грязи | А/вышка, чистая безворсовая ветошь, горячая вода (до 450С) | Наслоения в виде пыли, грязи | Очистить наслоения ветошью смоченной в горячей воде | |||||
| 3.13.1.4. | Проверить надежность затяжки болтовых соединений. | 2БП.055.001РЭ | визуально | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.13.1.5. | Проверить наличие шплинтов в точках шплинтования | 2БП.055.001РЭ | визуально | Наличие шплинтов | Отвертка, пассатижи | Отсутствие шплинта. | Установить стандартный шплинт. | |
| 3.13.1.6. | При необходимости, нанести смазку на все открытые трущиеся части механизмов и передач, где смазка имеет непосредственный контакт с пылью, грязью, дождем и снегом и т.д. | 2БП.055.001РЭ | визуально | Нанесенная смазка | Кисть, Mobil 28 | Отсутствие смазки | Нанести смазку | |
| 3.13.1.7. | Произвести подкраску элементов рамы и фланцев изоляторов. | 2БП.055.001РЭ | визуально | Покрашенные узлы. | Кисть, краска ПФ-115. | Нарушение антикоррозийного покрытия. | Произвести подкраску элементов | |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Инструменты, материалы, приспособления | Возможные неисправности, дефекты | Рекомендации по устранению дефекта | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.13.2. Техническое обслуживание главных контактов | ||||||||
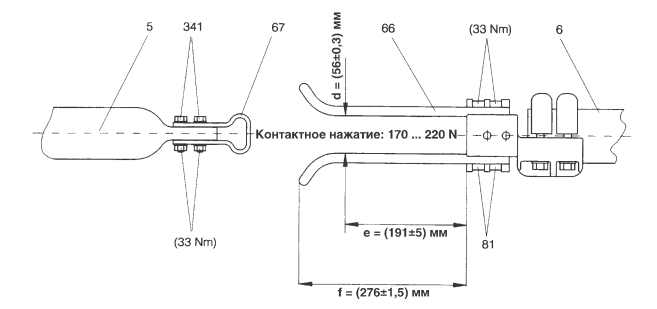 Рис. 3.12.1 Нож контактный. 5, 6 – токопроводы; 66 – контактные пальцы (ламели); 67 - контакт; 81, 341 – фиксирующие болты. | ||||||||
| 3.13.2.1. | Очистить контактные ножи 66, 67 от пыли, грязи и старой смазки. | 2БП.055.001РЭ | визуально | Отсутствие старой смазки. | Уайт-спирит, ветошь. | Следы нагара. | Удалить следы нагара чистой ветошью | Не допускается зачистка контактных поверхностей наждачной бумагой. |
| 3.13.2.2. | Произвести дефектацию резьбовых соединений, крепежных деталей, пружин, контактных поверхностей контактных ножей. | 2БП.055.001РЭ | визуально | Критерии в соответствии с п. 3.6 | Критерии не соответствуют п. 3.6 | Деталь подлежит замене. | ||
| 3.13.2.3. | Затянуть все болтовые соединения контакта. | 2БП.055.001РЭ | визуально | См. табл. П23.1 | Моментный ключ, набор головок | Затяжка болтовых соединений не соответствует критериям табл. П23.1 | Выполнить затяжку резьбовых соединений в соответствии с табл. П23.1 | |
| 3.13.2.4. | Выполнить проверку контактного нажатия. | 2БП.055.001РЭ | измерение | Контактное нажатие должно составлять 170÷220Н | Моментный ключ, набор головок, динамометр | Контактное нажатие не соответствует заданным критериям | Выполнить регулировку контактного нажатия. | |
| 3.13.2.5. | Нанести слой смазки на ламели и кулачок (Рис. 3.12.1) | 2БП.055.001РЭ | визуально | Смазанные соединения. | Mobil28, кисть. | Неравномерное распределение смазки по ламели. | После опробования проследить за равномерным распределением смазки. | |
| 3.13.2.6. | Замерить величину сопротивления постоянному току главного токоведущего контура | 2БП.055.001РЭ | Измерение | Не более 120х10-6 Ом | Микроомметр | Сопротивление больше нормативного значения | Выполнить очистку контактных поверхностей | ВНИМАНИЕ! Не допускается зачистка контактных поверхностей наждачной бумагой. |
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.13.3. Техническое обслуживание заземляющего ножа (заземлителя) SGF-123 | ||||||||
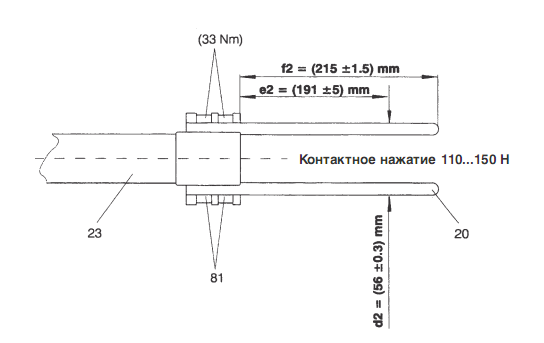 | ||||||||
| Рис. 3.12.2. Заземляющий нож (заземлитель) 20 – контактный палец (ламель); 23 – нож заземлителя; 81 - фиксирующие болты | ||||||||
| 3.13.3.1. | Произвести опробование заземляющего ножа 3-4 раза. | 2БП.055.001РЭ | визуально | Отсутствие заеданий, затираний. | Рукоятка для включения заземляющего ножа. | Наличие затираний при движении ножа. | Разобрать нож и произвести его ремонт в соответствии с рекомендациями 2БП.055.001РЭ | |
| 3.13.3.2. | Осмотреть все детали и шарнирные соединения, промыть от грязи, старой смазки поверхности всех деталей. | 2БП.055.001РЭ | визуально | Отсутствие смазки. | НЕФРАС, кисть, ветошь. | |||
| 3.13.3.3. | Очистить контактные пальцы заземляющего ножа от старой смазки и нагара. | 2БП.055.001РЭ | визуально | Отсутствие смазки, нагара. | Уайт-спирит, ветошь. | Следы нагара на ноже. | Удалить следы нагара чистой ветошью, при невозможности контактный палец заменить | Не допускается зачистка контактных поверхностей наждачной бумагой. |
| 3.13.3.4. | Выполнить проверку контактного нажатия. | 2БП.055.001РЭ | измерение | Контактное нажатие должно составлять 110÷150Н | Моментный ключ, набор головок, динамометр | Контактное нажатие не соответствует заданным критериям | Выполнить регулировку контактного нажатия. | |
| 3.13.3.5. | Нанести слой смазки на контакты заземляющего ножа. | 2БП.055.001РЭ | визуально | Наличие смазки. | Mobil28, кисть. | |||
| № п./п. | Наименование операций | НТД (чертеж и т.д.) | Контрольные операции | Приспособления инструмент, оборудование | Возможные дефекты, неисправности | Рекомендуемый метод устранения | При- меч- ание | |
| Метод | Критерии | |||||||
| 3.13.4. Техническое обслуживание привода МТ-50 | ||||||||
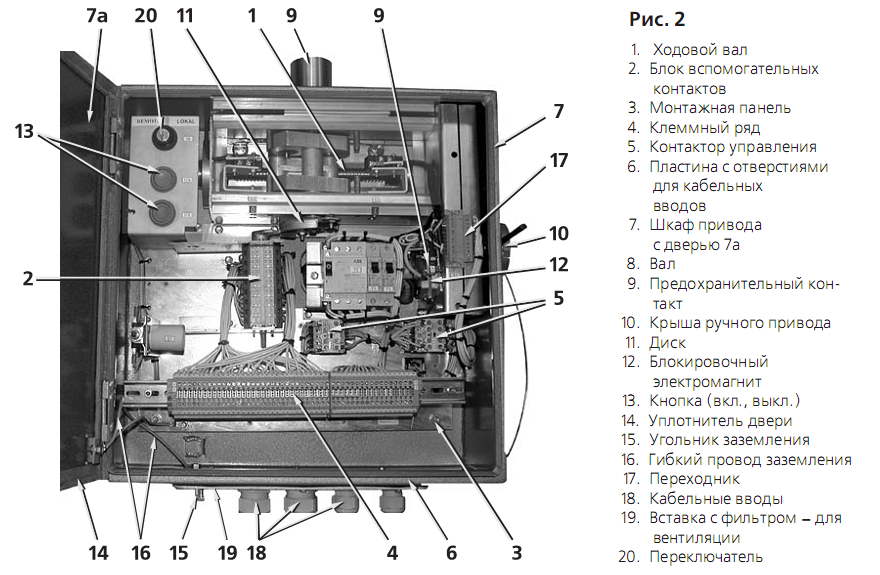 Рис. 3.12.3. Привод серии МТ | ||||||||
| 3.13.4.1. | Осмотреть механизм привода, очистить от грязи, пыли. | 2БП.055001РЭпр | визуально | Отсутствие пыли. | НЕФРАС, ветошь, кисть | |||
| 3.13.4.2. | Осмотреть выходную муфту. Произвести ее дефектацию. | 2БП.055001РЭпр | визуально | Отсутствие дефектов. | Разбитые отверстие под пальцы в верхней полумуфте. | Полумуфту заменить. | ||
| 3.13.4.3. | Отключить-включить разъединитель 2-3 раза. | 2БП.055001РЭпр | визуально | Ход без затираний. | Рукоятка ручного оперирования | Не собралась одна из цепей автоматики (КСА). | Не сработавший контакт зачистить надфилем, отдефектовать поджимную пружину. | |
| 3.13.4.4. | Проверить смазку рабочего винта 1 (рис 3.12.3) | 2БП.055001РЭпр | визуально | Наличие смазки | Смазка Molykote Longterm 2 Plus, кисть | Отсутствие смазки | Произвести смазку. | |
| 3.13.4.5. | Проверить действие предохранительного контакта 9 (рис 3.12.3), конечного выключателя и нагревателя | 2БП.055001РЭпр | визуально | Цепь должна разрываться при установке на место рукоятки | Рукоятка управления приводом | Цепь не разрывается | Выполнить замену предохранительного контакта 9 | |
| 3.13.4.6. | Проверить срабатывание вспомогательных контактов 2 в обоих крайних положениях. | 2БП.055001РЭпр | визуально | Срабатывание контактов | Рукоятка управления приводом | Контакты не срабатывают | Выполнить регулировку разъединителя | |
| 3.13.4.7. | Проверить работу блокировочного электромагнита 12 и выключателя | 2БП.055001РЭпр | визуально | Шток электромагнита должен делать установку рукоятки при выключенном электромагните невозможной | Рукоятка управления приводом | Электромагнит не срабатывает | Выполнить замену электромагнита | |
| 3.13.4.8. | Проверить крепление к выводам кабелей цепей управления и сигнализации | 2БП.055001РЭпр | визуально | Надежное крепление | Отвертка | Ослабление крепления | Выполнить затяжку крепления | |
| 3.13.4.9. | Проверить правильность передачи движения с вала 8 на блок вспомогательных контактов 2 через диск 11. При необходимости очистить и смазать направляющие поверхности | 2БП.055001РЭпр | визуально | Смазанные поверхности | Смазка Molykote Longterm 2 Plus, кисть | Отсутствие смазки | Нанести смазки | |
| 3.13.4.10. | Проверить уплотнитель 14 двери 7а, плотность закрывания | 2БП.055001РЭпр | визуально | Плотное закрытие двери | Неплотное закрывание | Заменить уплотнение | ||
| 3.13.4.11. | Прочистите фильтр в уплотнителе 19. | 2БП.055001РЭпр | визуально | Чистый фильтр | Кисть | Невозможность очистить фильтр | Фильтр заменить | |
| 3.13.4.12. | Выполнить проверку механических и электромагнитных блокировок разъединителя | 2БП.055001РЭпр | Визуально | Разъединитель блокируется в соответствующих положениях (вкл.-откл.) | Рукоятка ручного оперирования | Неработоспособные блокировки: - механическая - электромагнитная | Выполнить замену блок – замков - выполнить проверку схемы блокировки | Совместно с персоналом ЛГС РЗАИ |
| 3.13.4.13. | Собрать схему на управление разъединителем, включить-отключить разъединитель от эл/двигателя. | 2БП.055001РЭпр | визуально | Правильное направление вращение эл/двигателя. | Неправильное вращение эл/двигателя. | Поменять местами любые 2 фазы двигателя. | Порядок опробования указан в п. 4.5. | |