Инструкция по эксплуатации дизель-генератора 15Д100 - Технологические карты обслуживания и ремонта
- Инструкция по эксплуатации дизель-генератора 15Д100
- Область применения технологии
- Требования к персоналу, периодичность пересмотра
- Организационные мероприятия
- Технологические ограничения проведения работ
- Технология проведения работ
- Технологические карты обслуживания и ремонта
- Контроль и испытание
- Регулировка при испытаниях
- Технические средства, применяемые при ремонте
- Документация
- Таблица зазоров при разборке и сборке
- Перечень деталей
- Акт сдачи в ремонт
- Акты испытаний и проверок
- Ведомости
- Указания по сборке, разборке отдельных узлов
- Приспособления используемые при ремонте узлов
- Перечень оборудования в составе 15Д100
В картах ТО и ремонта указаны работы, которые необходимо сделать при ремонте определенных узлов дизельного двигателя.
В ведомостях объема и выполненных работ, указаны узлы и операции, которые необходимо выполнить при определенном виде ремонта ТР, СР, КР (ТО – 2 ¸ ТО – 5). См. приложения 7 ¸ 10
| № п/п | Наименование операций | Документация. (чертежи т.д.) | Контрольные операции | Инструменты, материалы, приспособления | Возможные неисправности, дефекты | Рекомендации по устранению дефекта | Примечание | |||
| Метод | Критерии | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| 3.2.1 ВКЛАДЫШИ КОРЕННЫХ ПОДШИПНИКОВ. | ||||||||||
| 3.2.1.1. Демонтаж вкладышей коренных подшипников нижнего коленчатого вала. | ||||||||||
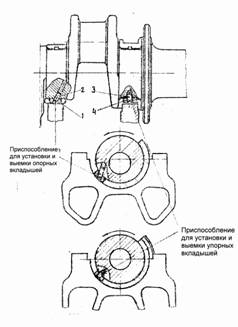 | 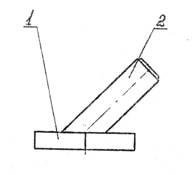 | 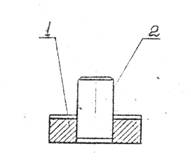 | ||||||||
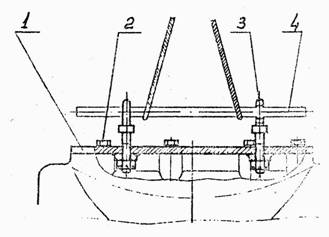
| Приспособление для установки и выемки опорных вкладышей: 1 – пластина; 2 – штифт. | Приспособление для установки и выемки упорных вкладышей: 1 – пластина; 2 – штифт. | |||||||||
| Рис. 3.2.1. Выемка вкладышей коренных подшипников. 1 и 4 – планки, 2 и 3 – штифты. | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 | Снять боковые крышки блока. | 5Д100.02.СБ | ВК | Целостность резиновых уплотнений, отсутствие повреждений посадочных мест крышки и блока. | Ключ гаечный 17х19, молоток слесарный, шабер | Разрывы и трещины резиновых уплотнений; трещины, задиры, забоины, наклепы посадочных мест крышки и блока. | Уплотнения заменить, посадочные места восстановить | Провести ультразвуковую, магнитопорошковую или др. дефектоскопию крышек и болтов коренных подшипников |
| 2 | Отвернуть гайки болтов крепления крышек подшипников. | 5Д100.02.СБ | Ключ для снятия нижнего рамового подшипника | |||||
| 3 | Снять болты крепления, навернуть соответствующие им гайки и уложить на стеллаж, ввернуть в крышку монтажные болты. | 5Д100.02.СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | Выемку вкладышей коренных подшипников производить одновременно не более чем на шести несмежных между собой опорах |
| 4 | Снять крышку подшипника вместе с нижним вкладышем. | 5Д100.02.СБ | ВК обстукивание | Отсутствие трещин, рисок, коробления | Набор г/к, молоток слесарный | 1. Трещины в крышке. 2. Коробление. 3. Износ. 4. Риски | 1. Заменить крышку. 2. Шабрить 3. Торцевать. 4. Заменить вкладыш. | |
| 5 | Вывести из постели верхний вкладыш для чего: а) вставить соответствующий штифт для опорного или упорного подшипника в сверление шейки коленвала; б) проворачивая вал вывести вкладыш. | 15Д100.02.СБ | Валоповоротный механизм |
| 6 | Произвести осмотр вкладышей. | 5Д100.02.СБ; ИЭ15Д100: ч. 2, рис.119; ч. 1, рис.9 ( в начале п.п. 3.2.1.1.) | ВК, ИК, обстукивание | Отсутствие повреждений вкладышей, соответствие зазоров: Овальность или конусность постелей коренных подшипников: max – 0,02 мм; брак - 0,06 мм. Суммарный зазор между шейкой вала и вкладышем: - «на масло» в опорном подшипнике: min – 0,15 мм max – 0,23 мм; брак - 0,45 мм. - в опорно-упорном подшипнике min – 0,15 мм max – 0,23 мм; брак - 0,45 мм. Разница зазоров «на масло» с одной и со стороны подшипника: max – 0,03 мм; брак - 0,05 мм. Осевой разбег вала в опорно-упорном подшипнике: min – 0,15 мм max – 0,23 мм; брак - 0,45 мм. | Молоток слесарный, микрометр, штангельциркуль, лупа, краска для контроля прилегания вкладышей (сурик свинцовфый), набор щупов | 1. Трещины по бронзе, 2. отслаивание баббита, 3. обломы буртов, 4. выкрашивание баббитовой заливки на площади >10см2, 5. задиры по баббитовой пов-ти шириной >3мм, 6. износ вкладышей по толщине > 0,25мм от номинального размера. 7. ступенчатость между соседними вкладышами - более 0,05мм. 8. коррозионное разрушение баббитового слоя в нерабочей части вкладыша - более 20% от всей поверхности. 9. прилегание вкладышей к постелям -менее 70% площади отдельно по крышке и блоку. | Заменить вкладыши. При величинах, меньших, чем указано в п.4) ¸ 8) устранить дефект вкладыша шабрением. При необходимости замены более 4-х вкладышей следует заменить все вкладыши, расположенные в крышках подшипников данного коленвала. На новых вкладышах перед установкой проверить их толщину на расстоянии 12 мм от плоскости разъема, которая должна быть на 0,1 0,13 мм меньше толщины средней части вкладыша. | При замене всех вкладышей толщины новых должны соответствовать первоначальной толщине заменяемых вкладышей с точностью 0,01мм. Допускается установка всех вкладышей по толщине , большей от первоначальной на одну и ту же величину при обеспечении нормального зазора на масло. При замене единичных вкладышей руководствоваться требованиями п.п. 4.1.18. Вкладыши упорных подшипников подлежат замене при увеличении осевого зазора между торцом вкладыша и коленчатым валом больше указанного в Приложении 1 (контроль производить до выемки вкладышей) | |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |
| 3.2.1.2. Демонтаж вкладышей коренных подшипников верхнего коленчатого вала. | |||||||||
| 1. | Снять верхнюю крышку блока. | 5Д100.02.СБ | ВК | Отсутствие трещин, рисок, коробления | Набор г/к, кран-балка | 1. Трещины в крышке. 2. Коробление. 3. Износ. 4. Риски | 1. Заменить крышку. 2. Шабрить. 3. Торцевать. 4. Заменить вкладыш. | ||
| 2. | Заложить лом в отверстие на верхнем конце шпильки коренного подшипника для предупреждения проворачивания шпильки, после чего отвернуть верхние гайки | 5Д100.02.СБ | ВК | Ключ специальный, лом монтажный, вороток монтажный (рис П2, прил. 18) | |||||
| 3. | Снять крышку подшипника вместе с верхним вкладышем и вывести из постели нижний вкладыш согласно р.3.2.1.1. п.п. 4, 5 | 5Д100.02.СБ | ВК | ||||||
| 4. | Произвести осмотр вкладышей аналогично р.3.2.1.1. п.п. 6. | 5Д100.02.СБ | ВК, ИК, обстукивание | ||||||
| 3.2.1.3. Установка вкладышей. | |||||||||
| 1. | Протереть постель вкладыша. | 5Д100.02.СБ | ВК | Ветошь безворсовая | |||||
| 2. | Смазать шейку вала тонким слоем дизельного масла. | 5Д100.02.СБ | ВК | Масло дизельное, перчатки резиновые. | |||||
| 3. | Установить штифт в отверстие шейки вала. | 5Д100.02.СБ | ВК | См. рис 3.2.1. | Молоток. | ||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | |
| 4 | Провернуть вал в положение, при котором головка штифта скроется в зазор между постелью вкладыша и шейкой вала. | 5Д100.02.СБ | ВК | См. рис 3.2.1. | Устройство валоповоротное. | ||||
| 5 | Протянуть под шейкой нижнего вала или над шейкой верхнего вала хлопчатобумажный трос, закрепив его концы так, чтобы, натягивая трос, можно было прижать вкладыш к шейке вала. | 15Д100.02.СБ | ВК | Трос (веревка) х/б Æ 10 ¸ 20 мм, г/п. 20 кг., L ≈ 1 м. | |||||
| 6 | Проверить соответствие вкладыша его клейму, обозначающему место установки, как указано в Прил. 2. | 5Д100.02.СБ | ВК | Клеймо должно совпадать. | |||||
| Предупреждение:Установка бесканавочных вкладышей для нижнего коленчатого вала (без масляной канавки на тыльной стороне) в крышке верхнего коленчатого вала не допускается! | |||||||||
| 7 | Смазать вкладыш тонким слоем дизельного масла по внутренней поверхности. | 5Д100.02.СБ | ВК | Масло дизельное | 1. Болты, шпильки и гайки крепления крышек коренных подшипников невзаимозаменяемые, они должны устанавливаться только на свои места, согласно клейма. 2. Допускается установка безканавочных вкладышей для верх него коленчатого вала (с масляной канавкой на тыльной стороне), в крышки нижнего коленчатого вала. | ||||
| 8 | Приложить вкладыш к шейке вала и прижать тросом. | 15Д100.02.СБ | ВК | Трос (веревка) х/б Æ 10 ¸ 20 мм, г/п. 20 кг., L ≈ 1 м. | |||||
| 9 | Проворачивая вал, завести вкладыш в постель блока. | 5Д100.02.СБ | ВК | Валоповоротное устройство | |||||
| 10 | Снять трос и вынуть штифт. | 5Д100.02.СБ | ВК | Выколотка, молоток, пассатижи, клещи слесарные. | |||||
| 11 | Установить крышку подшипника вместе с вкладышем в соответствии с клеймами. | 15Д100.02.СБ | ВК | Набор г/к | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 12. | Установить болты (для нижнего вала) или шпильки (для верхнего вала) крепления коренных подшипников. | 15Д100.02.СБ | ВК | Критерии - см. прил. 17 п.3 | Лупа. | ||||
| 13. | Затянуть гайки крепления коренных подшипников, для чего: 1. Смазать резьбу касторовым маслом. 2. Завернуть гайки до упора. 3. Затянуть гайки окончательно в 3-4 приема поочередной затяжкой обеих гаек подшипника 4.Зашплинтотовать гайки | 15Д100.02.СБ | ВК | По затяжке гаек критерии контроля - см. приложение 17 п.3 Совпадение меток, нанесенных керном на торцах гаек, шпилек и болтов. Плотная, без качки, посадка шплинтов. | Масло касторовое | 1.Одна гайка затянута больше, чем предусмотрено кернением. 2. Повреждение болтов, шпилек или гаек. | 1.Отвернуть обе гайки и вновь затянуть до совпадения меток. 2. Заменить поврежденные болты, шпильки или гайки в соответствии с п.п. 3.2.1.4. | ||
| Ключ специальный с длиной рукоятки 250-300 мм. | |||||||||
| Плоскогубцы, лупа | |||||||||
| Свободная посадка шплинта. | Подобрать шплинт по диаметру отверстия. | ||||||||
| 3.2.1.4. Затяжка гаек крепления коренных подшипников в случае замены шпилек или болтов. | |||||||||
| 1. | На подшипнике заменить обе шпильки (или болты) комплектно с гайками. | 15Д100.02.СБ | ВК | Отсутствие повреждений резьбы, чистота деталей. | |||||
| 2. | Установить крышку на блок без вкладышей. | 15Д100.02.СБ | ВК | Совпадение меток | |||||
| 3. | Смазать резьбу касторовым маслом. | 15Д100.02.СБ | ВК | Масло касторовое | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 4. | Завернуть гайки до упора. | 15Д100.02.СБ | ВК, ИК. | Отсутствие зазора между торцами постели блока с крышкой (щуп толщиной 0,03 мм не должен заходить). | Лом монтажный, ключ гаечный специальный с длиной рукоятки 250-300 мм. Набор щупов №1, шабер, штангенциркуль ШЦ 1-125- 01, лупа. | Увеличенный зазор между торцами. | Восстановить поверхности торцов притиркой, шабрением и т.д. | На шпильках верхних опор предварительно завернуть нижние гайки, зашплинтовать их, накернить совпадающие метки на торцах гаек и шпилек, заложить в отверстие на верхнем конце шпильки лом, фиксирующий шпильку от проворачивания при затяжке верхних гаек. | |
| 5. | Отпустить гайки. | 15Д100.02.СБ | Ключ гаечный специальный | ||||||
| 6. | Затянуть гайки | 15Д100.02.СБ | ВК, ИК | 1. Отсутствие зазора между торцами гаек и опорными поверхностями для нижних гаек верхних опор и между торцами головок болтов и опорными поверхностями крышек для нижних опор (щуп толщиной 0,03мм не должен заходить). | Ключ специальный с длиной рукоятки 100 мм, набор щупов №1, лупа, шабер. | Увеличенный зазор между торцами | Восстановить поверхности торцов притиркой, шабрением и т.д. | ||
| Продолжение перехода 6.операции 3.2.1.4. на след. стр. | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 6. продолжение | ВК, ИК | 2. Прилегание по краске торцов гаек к опорным поверхностям (для верхних гаек верхних опор и гаек нижних опор) должно быть непрерывным по окружности шириной не менее 5 мм. Допускается не более 2-х разрывов по 5 мм длиной каждый. | Краска берлинская лазурь или подобная для контроля плоскостности, лупа. | Неприлегание гайки и опорной плоскости. | Шабровка поверхности. Заменить гайку | ||||
| 7. | Затянуть все гайки до упора | 15Д100.02.СБ | Ключ специальный с длиной рукоятки 250-300мм. | Упор - резкое изменение усилия одного человека при затяжке гаек ключом | |||||
| 8. | Нанести карандашом (маркером) совпадающие метки на торцах гаек и болтов нижних опор или на верхних гайках и шпильках верхних опор. | 15Д100.02.СБ | Карандаш или маркер. | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 9. | Затянуть гайки в 3-4 приема на 2±1/4 грани от упора с моментом затяжки 82-104 кгм поочередно для обеих шпилек (или болтов) | 15Д100.02.СБ | ВК, ИК | Момент затяжки 82-104 кгм | Ключ динамометрический. | ||||
| 10. | Отпустить гайки, снять карандашные метки и повторить операции, указанные в р. 3.2.1.4. п.п. 4, 8, 9. | 15Д100.02.СБ | ВК | Ветошь, спирт – для снятия меток маркером, ключ специальный с длиной рукоятки 250-300 мм. | |||||
| Предупреждение: Во всех случаях при затяжке гаек верхних опор удерживать за нижнюю гайку от проворота - з а п р е щ а е т с я! | |||||||||
| 11. | Вставить шплинты. | 15Д100.02.СБ | ВК | Совпадение отверстий под шплинт на гайке и в шпильке. | Плоскогубцы, молоток, ключ динамометрический. | Несовпадение отверстия под шплинт. | Довернуть (но не отпускать) гайку до совпадения отверстия под шплинт. | Усы шплинта не разводить. | |
| 12. | Нанести совпадающие метки керном на торцах шпилек (или болтов) и гаек. | 15Д100.02.СБ | ВК | Керн, молоток. | |||||
| 13. | Отвернуть гайки и нанести клейма на гайках, болтах и шпильках в соответствии с клеймом на замененных деталях. | 15Д100.02.СБ | ВК | Ключ специальный с длиной рукоятки 250-300мм, клейма, молоток. | |||||
| 14. | Установить вкладыш и произвести затяжку гаек согласно п.3.2.1.4. п.п. 6, 7. Вставить шплинты. Развести усы шплинтов. | 15Д100.02.СБ | ВК | Ключ динамометрический специальный с длиной рукоятки 250-300 мм. | |||||
| ПРИМЕЧАНИЕ: Если при переборке производилась подчистка опорных поверхностей гаек, болтов или крышек подшипников (в местах опоры гаек), необходимо снять на гайках, шпильках или болтах старые метки (кернение) и произвести затяжку гаек в таком же порядке, как для вновь устанавливаемых шпилек или болтов. | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.2. ВКЛАДЫШИ ШАТУННЫХ ПОДШИПНИКОВ | ||||||||
| 3.2.2.1. Демонтаж шатунных вкладышей верхнего коленчатого вала. | ||||||||
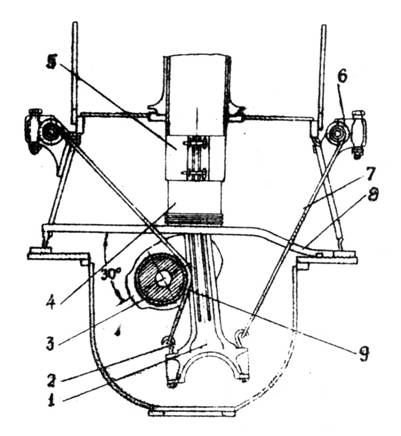 | ||||||||
| Рис. 3.2.2. Выемка нижнего поршня. 1 – шатун, 2 – крюк, 3 – предохранительный чехол, 4 – поршень, 5 – хомут для заводки поршневых колец, 6 – лебедка, 7 – трос, 8 – опорный брус, 9 – шатунная шейка коленчатого вала. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. | Снять верхнюю крышку блока. | 15Д100.02.СБ | ВК | Отсутствие трещин, рисок, коробления | Набор г/к, кран-балка | 1. Трещины в крышке. 2. Коробление. 3. Износ. 4. Риски | 1. Заменить крышку. 2. Шабрить. 3. Торцевать. 4. Наплавка электросваркой с последующей обработкой. | |
| 2. | Установить соответствующий кривошип во внешнюю мертвую точку, укрепить на шатуне трос. | Д100.24.2СБ-1 | ВК | См. рис. 3.2.2. | Валоповоротное устройство, трос г/п 0,5 т, L=1.5 м, спец. лебедка | |||
| 3. | Удерживая шатун тросами - отвернуть гайки шатунных болтов. | Д100.24.2СБ-1 | ВК | Набор г/к, трос | ||||
| 4. | Снять крышку шатуна вместе с вкладышем. | Д100.24.2СБ-1 | ВК, обстукивание | Отсутствие трещин, рисок, коробления | Набор г/к, молоток слесарный, лупа | 1) Трещины в крышке. 2) Коробление. 3) Износ. 4) Риски | 1) Заменить крышку. 2) Шабрить. 3) Торцевать. 4) Наплавка электросваркой с последующей обработкой. | |
| 5. | Удалить шатунные болты и, навернув на них гайки, уложить в поддоны. | Д100.24.2СБ-1 | ВК | Отсутствие повреждений резьбы, чистота деталей. | Ключ специальный (Прил. 18, рис П3) | Повреждения резьбы. | См. п.4.1.8 | |
| 6. | Снять вкладыш с крышки. | Д100.24.2СБ-1 | ||||||
| 7. | Установить на верхнем торце гильзы цилиндров специальную опору. | Д100.24.2СБ-1 | Опора специальная (Прил. 18, рис П30) | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 8. | Опустить шатун с поршнем в цилиндр до упора торца головки шатуна в опору. | Д100.24.2СБ-1 | ||||||
| 9. | Снять вкладыш, установленный в шатуне. | Д100.24.2СБ-1 | ||||||
| 3.2.2.2. Демонтаж шатунных вкладышей нижнего коленчатого вала. | ||||||||
| 1. | Снять боковые крышки блока. | 15Д100.02.СБ | ВК | Целостность резиновых уплотнений, отсутствие повреждений посадочных мест крышки и блока. | Лупа, г/к 17х19, молоток, шабер | Разрывы и трещины резиновых уплотнений; трещины, задиры, забоины, наклепы посадочных мест крышки и блока. | Уплотнения заменить, посадочные места восстановить. | |
| 2. | Установить соответствующий кривошип во внутреннюю мертвую точку. | Д100.24.1СБ-1 | Валоповоротное устройство, трос г/п 0,5 т. L=1.5 м, спец. лебедка | |||||
| 3. | Отвернуть гайки шатунных болтов. | Д100.24.1СБ-1 | Ключ специальный (Прил. 18, рис П3) | |||||
| 4. | Снять крышку шатуна вместе с вкладышем. | Д100.24.1СБ-1 | ВК, обстукивание | Отсутствие трещин, рисок, коробления | Набор ключей гаечных, молоток слесарный. | 1) Трещины в крышке. 2) Коробление. 3) Износ. 4) Риски | 1) Заменить крышку. 2) Шабрить. 3) Торцевать. 4) Наплавка с последующей обработкой. | |
| 5. | Удалить шатунные болты, промыть и, навернув на них гайки, уложить в поддон. | Д100.24.1СБ-1 | ВК | Отсутствие повреждений резьбы, чистота деталей. | Загрязнения, повреждения резьбы. | Промыть крепежные изделия, восстановить резьбы. | ||
| 6. | Снять вкладыши с крышки. | Д100.24.1СБ-1 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7. | Установить в болтовых отверстиях головки шатуна специальные крюки, к которым присоединить тросы двух специальных лебедок, установленных на блоке. | Д100.24.1СБ-1 | ВК | Надежность крепления крюков, тросов. | Крюк трос г/п 0,5 т. L=1,5 м, спец. лебедка. | |||
| 8. | Удерживая шатун с поршнем на тросах, провернуть коленчатый вал. | Д100.24.1СБ-1 | ВК | Шатунная шейка должна выйти из сочленения с шатуном | Устройство валоповоротное, трос | |||
| 9. | Снять вкладыш, установленный в шатуне. | Д100.24.1СБ-1 | ВК | |||||
| 10. | Осмотреть вкладыши. | Д100.24.1СБ-1 | ВК, при необходимости КК, УЗК | Отсутствие повреждений вкладышей | Молоток. | 1. Наличие трещин в бронзе. | Заменить вкладыш. | |
| обстукивание | Шабер | 2. Выплавление или выкрашивание баббитовой заливки на площади более 6 см2 или наличие сетки трещин на такой же площади. | Замена вкладыша, при меньших повреждениях вкладыш шабрить. | |||||
| 3. Задиры по поверхности заливки. | Шабрение | |||||||
| Продолжение перехода 10 операции 3.2.2.2. см на след стр. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10. продо- лжение | ИК | Зазор «на масле» между шейкой вала и вкладышами: min – 0,12 мм; max – 0,21 мм; брак – 0,35 мм. Осевой зазор между торцем вкладыша в шатуне и торцем щеки вала: min – не менее 2,5 мм; max – не менее 2,5 мм; брак – менее 2,5 мм. | 4. Коррозия слоя заливки более, чем на 1/4 поверхности вкладыша. | Замена вкладыша, при меньших повреждениях вкладыш шабрить. | ||||
| 5. Износ вкладыша, в результате которого зазор в шатунном подшипнике выходит из допустимых пределов. | Заменить вкладыш | Шатун с вкладышем собрать, установив в стыках между шатуном и крышкой фольгу толщиной 0,05 мм, легким постукиванием деревянным молотком по торцам вкладышей, | ||||||
| 6. Забоины и наклеп на стыковых торцах вкладышей. | Шабрить | убедиться в плотности их посадки. | ||||||
| 7. Наклеп на тыльной (бронзовой) поверхности вкладыша. | Шабрить | При обнаружении дефектного вкладыша обязательной замене подлежит только он. | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10. продолжение | 8. Потеря натяга в посадке вкладышей в ложе шатуна. | Заменить вкладыш | Если второй вкладыш подшипника не имеет дефектов, он может быть оставлен. При замене вкладыша из-за увеличения зазора в подшипнике выше нормы, изношенный вкладыш определяется сравнением вкладыша в средней части с исходной толщиной в этом месте, которая выбита на холодильнике вкладыша. | |||||
| 3.2.2.3. Сборка шатунного подшипника. | ||||||||
| 1. | Установить крышечный вкладыш в крышку шатуна. | Д100.24.1СБ-1, 2СБ-1 | ВК | Принадлежность вкладыша шатуну по клеймению. | ||||
| 2. | Смазать вкладыш дизельным маслом. | Д100.24.1СБ-1, 2СБ-1 | ВК | Перчатки резиновые, масло дизельное М14В2 | ||||
| 3. | Установить вкладыш в ложе шатуна. | Д100.24.1СБ-1, 2СБ-1 | ВК | Принадлежность вкладыша шатуну по клеймению. | ||||
| 4. | Смазать вкладыш дизельным маслом. | Д100.24.1СБ-1, 2СБ-1 | ВК | Перчатки резиновые, масло дизельное М14В2 | ||||
| Примечание: Вкладыши шатуна и крышки шатуна не одинаковы по конструкции. Установка крышечного шатунного вкладыша в ложе шатуна и, наоборот, установка рабочего вкладыша в крышку запрещается. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 5. | Сочленить с соответствующей шатунной шейкой коленчатого вала шатун, в ложе которого установлен шатунный вкладыш | Д100.24.1СБ-1, 2СБ-1 | ВК | Проверить соответствие по клеймению. | ||||
| 6. | Опустить на шейку вала крышку шатуна. | Д100.24.1СБ-1, 2СБ-1 | ВК | Соответствие крышки шатуну по клеймению | ||||
| 7. | Завести болты в соответствующие отверстия шатуна и крышки. | Д100.24.1СБ-1, 2СБ-1 | ВК | Соответствие шатуну по клеймению | ||||
| 8. | Подобрать по клеймам шатунные болты и гайки. Завести их в соответствующие отверстия. Навернуть гайки на болты. | Д100.24.1СБ-1, 2СБ-1 | ВК | Соответствие шатуну по клеймению | ||||
| 9. | Проверить продольное смещение шатунных вкладышей по стыку. | Д100.24.1СБ-1, 2СБ-1 | ВК, ИК | Продольное смещение не более 0,5 мм. | Киянка | Продольное смещение – более 0,5 мм. | Легкими ударами молотка по торцу вкладыша исправить продольное смещение. | |
| 10. | Затянуть гайки шатунных болтов, для чего: 1. Смазать резьбу касторовым маслом. | Д100.24.1СБ-1, 2СБ-1 | ВК | Масло касторовое | Затяжка гайки более предусмотренной метками. | Отвернуть обе гайки и вновь затянуть до совпадения меток. | ||
| 2. Завернуть гайки. | До упора. | Ключ специальный с длиной рукоятки 250-300 мм. (Прил. 18, рис П3) | ||||||
| 3. Затянуть гайки в шесть - восемь приемов на 1,5-2 грани поочередно для обеих гаек по 1/4 грани за прием. | Совпадение меток (рисок) на гранях гаек с метками на шатуне. | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 11. | Зашплинтовать гайки. | Д100.24.1СБ-1, 2СБ-1 | ВК | Совпадение отверстий под шплинт. Плотная, без качки посадка шплинтов. | Молоток, плоскогубцы. | Свободная посадка шплинта. | Подобрать шплинт по диаметру отверстия. | |
| 3.2.2.3.1. Затяжка гаек в случае замены шатунных болтов. | ||||||||
| 1. | На шатуне заменить оба болта комплектно с гайками. | Д100.24.1СБ-1, 2СБ-1 | ВК | Отсутствие повреждений резьбы, чистота деталей. | ||||
| 2. | Смазать резьбу касторовым маслом | Д100.24.1СБ-1, 2СБ-1 | ВК | Масло касторовое | ||||
| 3. | Собрать шатун с крышкой без вкладышей, вставить болты и навернуть на них вручную гайки. | Д100.24.1СБ-1, 2СБ-1 | ВК | Отсутствие перекоса деталей. | ||||
| 4. | Завернуть гайки до упора. | Д100.24.1СБ-1, 2СБ-1 | ВК, ИК | Отсутствие зазора в стыке крышки с шатуном (щуп толщиной 0,03 мм не должен заходить). | Ключ специальный с длиной рукоятки 250-300 мм, набор щупов, шабер, полировочный материал. | Зазор выше допустимого | Щабрение поверхностей, опиловка, полировка сопрягаемых поверхностей. | |
| 5. | Нанести карандашом совпадающие метки на гранях гаек и боковой поверхности шатуна или крышки. | Д100.24.1СБ-1, 2СБ-1 | ВК | Карандаш | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 6. | Затянуть гайки в шесть - восемь приемов на 1,5 – 2 грани до упора, производя затяжку поочередно для обеих гаек по ¼ грани за прием. | Д100.24.1СБ-1, 2СБ-1 | ВК | Ключ специальный (Прил. 18, рис П3) | ||||
| 7. | Вставить шплинты. | Д100.24.1СБ-1, 2СБ-1 | ВК | Совпадение отверстий под шплинт. Плотная, без качки посадка шплинтов. | Плоскогубцы, молоток. | Несовпадение отверстия под шплинт. | Довернуть (но не отпускать) гайку. | |
| 8. | Нанести совпадающие метки керном на торцах гаек и боковых поверхностях шатуна или крышки. | Д100.24.1СБ-1, 2СБ-1 | ВК | Керн, молоток. | ||||
| 9. | Отвернуть гайки, разобрать шатун и нанести клейма на гайках и болтах в соответствии с клеймом на замененных деталях. | Д100.24.1СБ-1, 2СБ-1 | ВК | Ключ специальный (Прил. 18, рис П3), клейма, молоток. | ||||
| 10. | Собрать шатун с вкладышами и произвести затяжку гаек согласно п.3.2.1.4. п.п. 6-7. | Д100.24.1СБ-1, 2СБ-1 | ВК | Ключ специальный (Прил. 18, рис П3) | ||||
| ПРИМЕЧАНИЕ: Если при переборке производилась подчистка опорных поверхностей гаек или шатунов (в местах опоры гаек), необходимо снять на гайках или шатуне старые метки (кернение) и произвести затяжку гаек в таком же порядке, как для вновь устанавливаемых болтов. | ||||||||
| 3.2.3. ПОРШНИ И ШАТУНЫ. |
| 3.2.3.1. Выемка нижнего поршня с шатуном. |
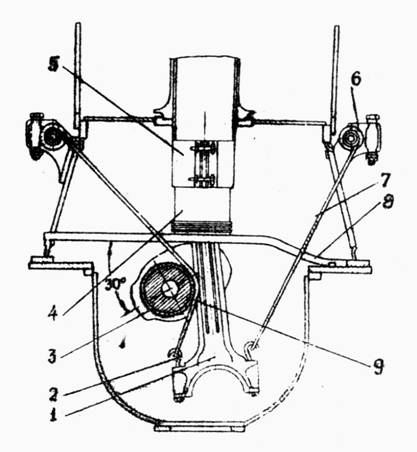 |
| Рис. 3.2.3. Выемка нижнего поршня. 1 – шатун, 2 – крюк, 3 – предохранительный чехол, 4 – поршень, 5 – хомут для заводки поршневых колец, 6 – лебедка, 7 – трос, 8 – опорный брус, 9 – шатунная шейка коленчатого вала. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. | Снять крышки боковых люков блока. | 15Д100.02СБ-1 | ВК | Целостность резиновых уплотнений, отсутствие повреждений посадочных мест крышки и блока. | Ключ гаечный 17×19, молоток, шабер, лупа. | Разрывы и трещины резиновых уплотнений; трещины, задиры, забоины, наклепы посадочных мест крышки и блока. | Уплотнения заменить, посадочные места восстановить шабровкой. | |
| 2. | Снять сетки картера. | 15Д100.02СБ-1 | ВК | Целостность сеток. | Деформация, разрыв сетки. | При деформации - отрихтовать, при разрыве - заменить сетку. | ||
| 3. | Повернуть нижний коленчатый вал | ВК | Установка соответствующего поршня во внутреннюю мертвую точку. | Валоповоротное устройство | ||||
| 4. | Отвернуть гайки шатунных болтов и снять крышку шатуна вместе с вкладышем. | Д100.24.1СБ-1 | ВК, Обстуки вание | Отсутствие трещин, рисок, коробления | Ключ специальный (Прил. 18, рис П3), молоток слесарный. | 1) Трещины в крышке. 2) Коробление. 3) Износ. 4) Риски | 1) Заменить крышку. 2) Шабрить. 3) Торцевать. 4) Наплавка электросваркой с последующей обработкой. | |
| 5. | Снять шатунные болты, навернуть на них гайки, уложить на стеллаж. | Д100.24.1СБ-1 | ВК | Отсутствие повреждений резьбы, чистота деталей. | Загрязнения, повреждения резьбы. | Промыть крепежные изделия, восстановить резьбы. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 6. | Установить в болтовых отверстиях головки шатуна специальные крюки. | Д100.24.1СБ-1 | ВК | Надежность крепления крюков. | Спец. приспособление с лебедками, трос г/п 0,5 т. | |||
| 7. | Установить на блоке две специальные лебедки и присоединить тросы лебедок к крюкам. | ВК | Надежность крепления спец. приспособления | Спец. приспособление с лебедками, трос г/п 0,5 т. | ||||
| 8. | Натянуть тросы лебедками. | |||||||
| 9. | Провернуть коленчатый вал так, чтобы соответствующий кривошип был установлен под углом 30 к горизонтали. При повороте отпускать трос со стороны, противоположной направлению вращения | ВК | Контроль производить по меткам на ведущем диске муфты привода генератора. (Прил. 18, рис П32) | Валоповоротное устройство | ||||
| 10. | Защитить шатунную шейку чехлом. | Д100.05.1СБ-3 | Кожаный или брезентовый чехол. | |||||
| 11. | Установить опорные брусья с каждой стороны шатуна между щеками кривошипа. | Д100.05.1СБ-3 | ВК | Брусья опорные (Прил. 18, рис..27) | ||||
| 12. | Снять вкладыш шатуна и осмотреть его в соответствии с р. 3.2.2.2. п.п.10. | Д100.24.1СБ-1 | ||||||
| 13. | Опустить поршень на опорные брусья. | Брусья опорные (Прил. 18, рис..27) | ||||||
| 14. | Ослабить и снять тросы и крюки. | |||||||
| 15. | Перемесить поршень с шатуном по опорным брусьям к люку и вынуть из блока. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.3.2. Выемка верхнего поршня с шатуном. | ||||||||
| 3.2.3.2.1. При демонтированном коленчатом вале. | ||||||||
| 1. | Укрепить на верхнем шатуне трос. | Д100.24.2СБ-1 | Трос г/п 0,5 т | |||||
| 2. | Вынуть шатун с поршнем из цилиндра. | Кран балка, трос г/п 0,5 т. | ||||||
| 3.2.3.2.2. Без демонтажа верхнего коленчатого вала. | ||||||||
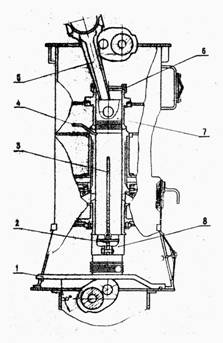 | ||||||||
| Рис 2.3.4. Выемка верхнего поршня 1 – опорный брус; 2 – рым для выемки верхнего поршня; 3 – трос; 4 – опорный стержень; 5 – шатун; 6 – опора для упора верхнего стержня; 7 – поршень; 8 – хомут для заводки поршневых колец. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. | Произвести выемку нижнего поршня п.п. 3.2.3.1. | |||||||
| 2. | Снять верхнюю крышку блока и соответствующую крышку воздушного ресивера. | 15Д100М.40СБ | ВК | Отсутствие трещин, рисок, коробления. | Набор г/к, кран-балка. | 1. Трещины в крышке. 2. Коробление. 3. Износ. 4. Риски. | 1. Заменить крышку. 2. Шабрить. 3. Торцевать. 4. Наплавка электросваркой с последующей обработкой. | |
| 3. | Поставить соответствующий поршень в наружную мертвую точку. | ВК | Контроль производить по меткам на ведущем диске муфты привода генератора. | Валоповоротный механизм | ||||
| 4. | Укрепить на шатуне трос. | Трос г/п 0,5 т, 1,5 м | ||||||
| 5. | Отвернуть гайки шатунных болтов и снять крышку шатуна вместе с вкладышем. | Д100.24.2СБ-1 | Ключ специальный (Прил. 18, рис П3) | |||||
| 6. | Снять шатунные болты, навернуть гайки, промыть и уложить в поддон. | Д100.24.2СБ-1 | ВК | Отсутствие повреждений резьбы, чистота деталей. | Загрязнения, повреждение резьбы. | Промыть крепежные изделия, восстановить резьбы. | ||
| 7. | Опустить шатун с поршнем в цилиндр на специальную опору. | Кран балка, трос (г/п 0,5 т, 1,5 м), опора специальная (Прил. 18, рис П30) |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 8. | Повернуть соответствующий коленчатый вал в горизонтальное положение. | ВК | Контроль производить по меткам на ведущем диске муфты привода генератора. | Устройство валоповоротное | ||||
| 9. | Поднять шатун с поршнем и вставить во впускное окно гильзы цилиндра опорный стержень. | Д100.01СБ-1 | Стержень опорный (Прил. 18, рис 29) | |||||
| 10. | Опустить поршень на опорный стержень. | Стержень опорный (Прил. 18, рис 29) | ||||||
| 11. | Снять вкладыш шатуна и осмотреть его в соответствии с р. 3.2.2.2. п.п. 10. | Д100.24.2СБ-1 | ВК | См критерии р. 3.2.2.2. п.п. 10. | ||||
| 12. | Снять стопорное кольцо крепления вставки поршня, вынуть шатун со вставкой. | Д100.04.001СБ-3А | ВК | Поломка, деформация, потеря упругости стопорного кольца | Щипцы для снятия стопорных колец (Прил. 18, рис.П28) | Поломка, деформация, потеря упругости стопорного кольца | Заменить кольцо | |
| 13. | Вставить в поршень рым, закрепить его стопорным кольцом и зачалить рым тросом. | Д100.04.001СБ-3А | Рым для выемки поршня (Прил. 18, рис П28), трос г/п 0,5. | |||||
| 14. | Подложить под цилиндр брезент. | Брезент. | ||||||
| 15. | Очистить камеру сгорания от нагара. | Д100.01СБ-1 | ВК | Отсутствие нагара в камере сгорания. | Скребки. | Нагар | Удалить нагар | Очистка от нагара необходима для предупреждения повреждения поршневых колец. |
| 16. | Провернуть коленчатый вал так, чтобы соответствующий кривошип был установлен под углом 30 к горизонтали. | ВК | Контроль производить по меткам на ведущем диске муфты привода генератора. | Устройство валоповоротное. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 17. | Установить опорные брусья с каждой стороны шатуна между щеками кривошипа. | Д100.05.052СБ | Брусья опорные (Прил. 18, рис П27) | |||||
| 18. | Вынуть опорный стержень и опустить поршень через цилиндровую гильзу на опорные брусья. | Брусья опорные (Прил. 18, рис П27) | ||||||
| 19. | Передвинуть поршень к люку и вынуть его из блока. | 15Д100.02СБ-1 | ||||||
| 20. | Снять стопорное кольцо и вынуть рым из поршня. | Д100.04.001СБ-3А | ВК | Упругость кольца | Щипцы для снятия стопорных колец (Прил. 18, рис.П28) | Поломка, деформация, потеря упругости стопорного кольца | Заменить кольцо | |
| ПРИМЕЧАНИЕ: Если необходимо вынуть более пяти верхних поршней, рациональнее демонтировать верхний коленчатый вал согласно р. 3.4. Шатуны вынуть в сборе с поршнями. | ||||||||
| 3.2.3.3. Разборка и осмотр деталей поршневой группы после разборки. | ||||||||
| 3.2.3.3.1. Осмотр поршневых колец | ||||||||
| 1. | Произвести первичный осмотр поршневых колец до снятия их с поршней. | Д100.04.001СБ-3А | ВК | Целостность колец, свободное перемещение в канавках. | Поломка или застревание колец в канавках поршней. | Отбраковать кольца и заменить их на новые. | ||
| 2. | Снять кольца с поршня, прикрепляя бирки к кольцам в соответствии с поршнем и канавкой. | Д100.04.001СБ-3А | Съемник поршневых колец | |||||
| 3. | Выварить кольца в ванне. | Д100.04.001СБ-3А | ВК | Длительность вываривания 60¸90 мин. | Ванна для очистки от нагара, бумага шлифовальная | Приготовление раствора для промывки поршневых колец описано в п.п. 3.2.25.10. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 4. | Очистить кольца от нагара и грязи. | Д100.04.001СБ-3А | Отсутствие нагара и грязи. | Волосяные щетки, деревянные палочки. | ||||
| 5. | Промыть кольца в дизельном топливе. | Топливо дизельное, промывочная ванна | ||||||
| 6. | Произвести осмотр колец. | Д100.04.001СБ-3А | ВК | Зазор в замке поршневых колец в свободном состоянии: 1. у компрессионных хромированных колец: min – 24 мм; max – 28 мм; брак – менее 20 и более 35. 2. у компрессионных с бронзовой вставкой: min – 24 мм; max – 32 мм; брак – менее 18 и более 38. 3. у маслосрезывающих: min – 26 мм; max – 32 мм; брак – менее 18 и более 38. Отсутствие механических повреждений | Набор щупов №1. | Заедание кольца в канавке поршня, задиры и наволакивание чугуна на хромированной поверхности или бронзовой вставке компрессионного кольца, неприле- гание к зеркалу цилиндра (наличие следов прорыва газов), несоответствие зазора в замке в свободном и рабочем состояниях и торцевого зазора в канавке согласно Прил. 1 «Поршень дизеля», наличие заусенцев, сколов и поломок, выпадание бронзовой вставки, радиальный износ компрес сионного кольца с бронзовой вставкой более 0,5 мм, несоответствие фасок на концах | Заменить кольца. | Независимо от состояния, верхнее компрессионное кольцо заменить. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 6. продолжение. | компрессионных колец с бронзовой вставкой у замков требованиям чертежа. | |||||||
| 3.2.3.3.2. Разборка поршней | ||||||||
| 1. | Перед разборкой вынутого поршня установить его головкой вниз. | Д100.04.001СБ-3А | ||||||
| 2. | Измерить щупом зазор между стопорным кольцом и нижней плитой в трех местах по окружности (с двух сторон у замка и противоположной от замка стороне). | Д100.04.001СБ-3А | ИК | Зазор между стопорным кольцом и нижней плитой: min – 0,05 мм; max – 0,2 мм; брак – 0,6 мм. | Набор щупов № 2. | Наименьший зазор из трех является контрольным при регулировках в процессе сборки. | ||
| 3. | Поочередно снять поршневые кольца, начиная с первого уплотнительного от головки поршня, и уложить их в таком же порядке на специальные стеллажи для каждого поршня в отдельности. На стеллажах должны быть бирки с указанием номера поршня. | Д100.04.001СБ-3А | Приспособление, ограничивающее развод замка до 55 мм (Прил. 18, рис.П28), стеллажи. | |||||
| 4. | Снять стопорное кольцо крепления вставки поршня. | Д100.04.001СБ-3А | ВК | Упругость кольца | Щипцы для снятия стопорных колец (Прил. 18, рис.П28) | Поломка, деформация, потеря упругости стопорного кольца | Заменить кольцо | |
| 5. | Взвесить поршни с шатунами | ВК | Разновесность поршней не должна превышать 500 грамм. | Весы | Произвести выравнивание веса поршней путем установки стальных или латунных утяжелителей. | |||
| 6. | Разъединить поршень шатуна со вставкой. | Д100.04.001СБ-3А | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7. | Вытолкнуть поршневой палец из отверстий вставки и разъединить вставку поршня и шатун. | Д100.04.001СБ-3А | ВК | Выколотка медная, молоток. | ||||
| 8. | Уложить поршневой палец на стеллаж, приняв меры, исключающие возможность повреждения наружной поверхности пальца. | ВК | Стеллаж (поддон), ветошь. | |||||
| 9. | Снять ползушку и пружину и прикрепить к ним бирку с номером поршня. | Д100.04.001СБ-3А | ВК | Бирка с соответствующим номером поршня, веревка, ветошь. | ||||
| 10. | Отвернуть винты крепления верхней плиты вставки и болты крепления нижней плиты. | Д100.04.001СБ-3А | Отвертка, набор ключей гаечных | |||||
| 11. | Снять верхнюю и нижнюю плиты и регулировочные прокладки. Связать плиты вставки и регулировочные прокладки вместе и уложить на стеллаж, прикрепив бирку с номером поршня. | Д100.04.001СБ-3А | ВК | Бирка с соответствующим номером поршня, веревка, ветошь. | ||||
| 3.2.3.3.3. Очистка поршней от нагара | ||||||||
| 1. | Погрузить поршни в ванну с горячим раствором днищами вниз | ВК | Поршни полностью должны быть погружены в жидкость. | Ванна для очистки от нагара, промывочный раствор. | Приготовление раствора для промывки поршневых колец описано в п.п. 3.2.25.10. | |||
| 2. | Выварить поршни в ванне. | Д100.04.001СБ-3А | ВК | Длительность вываривания 60¸90 мин. | Ванна для очистки от нагара, промывочный раствор. | |||
| 3. | Вынуть поршни из ванны с горячим раствором и поместить в ванну с холодным раствором того же состава. | ВК | Ванна для очистки от нагара, промывочный раствор. | Приготовление раствора для промывки поршневых колец описано в п.п. 3.2.25.10. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 4. | Вынуть поршни из ванны, обдуть сжатым воздухом и произвести их очистку от нагара – на наружных поверхностях жесткими волосяными щетками, а в местах плотно скоксовавшегося нагара - деревянными палочками и кусковой содой. Внутренние поверхности поршня очистить от нагара шабером, | ВК | Отсутствие нагара | Жесткие волосяные щетки, деревянные палочки, кусковая сода, шабер, безворсовая ветошь, шланг резиновый, перчатки резиновые, дизельное топливо. | Если нагар полностью не удален, необходимо вторично опустить поршень в горячую ванну на 10¸15 мин. После промывки обдуть поршни сжатым воздухом и промыть дизельным топливом. | Запрещается употреблять для снятия нагара на наружных поверхностях юбки поршня металлические и другие инструменты, которые могут вызвать повреждение оловянного покрытия поршня. | ||
| 3.2.3.3.4. Осмотр поршней. | ||||||||
| 1. | Осмотреть поршни и произвести необходимые измерения. | Д100.04.001СБ-3А | ВК, ИК, КК | 1. Трещины и другие дефекты на головке поршня. 2. Отсутствие трещин идущих по галтели в тело поршня или трещин по канавке поршневого кольца | Мел просеянный, керосин, лупа, скоба микрометрическая, штангенциркуль, глубиномер, светильник (лампа 100 Вт) | 1. Трещины, отслаивание хрома и другие дефекты на головке поршня. 2. Трещины в теле поршня или трещины по канавке поршневого кольца | Заменить поршень Заменить поршень | |
| 3. Трещины в кольцевых опорных ребрах или перемычках донышка поршня. | 3. Трещины в кольцевых опорных ребрах или перемычках донышка поршня. | Заменить поршень | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 1 Прод- олжение операции 3.2.3.3.4. | 4. Поврежденный слой оловянного покрытия на юбке поршня на площади свыше 6 см2 | 4. Повреждение слоя оловянного покрытия на юбке поршня на площади свыше 6 см2. | Покрыть заново слоем олова гальваническим способом в заводских условиях. Толщина слоя – 0,024 ¸ 0,03 мм. | Устанавливать поршни только на свои места согласно клеймению. | |||||
| ВК, ИК, КК | 5. Грубые задиры на поверхности юбки и перемычках между канавками поршневых колец. | Мел просеянный, керосин, лупа, скоба микрометрическая, штангенциркуль, глубиномер, светильник (лампа 100 Вт) | 5. Грубые задиры на поверхности юбки и перемычкам между канавками поршневых колец. | Заменить поршень | Поршни с натирами и незначительными задирами по юбке и перемычкам могут быть использованы после заполировки поврежденных мест и покрытия слоем олова гальваническим способом в заводских условиях. Толщина слоя – 0,024 ¸ 0,03 мм. | ||||
| 6. Выработка в канавках поршневых колец и поломок перемычек между канавками | 6. Выработка в канавках поршневых колец и поломка перемычек между канавками | Заменить поршень | |||||||
| ВК, ИК, КК | Зазор по высоте между поршневым кольцом и ручьем на поршне: 1. у первых 2х компрессионных колец: min - 0,18 мм; брак - 0,55 мм. | Мел просеянный, керосин, лупа, скоба микрометрическая, штангенциркуль, глубиномер, светильник (лампа 100 Вт) | 7. Увеличение зазора между поршневым кольцом и ручьем на поршне более допустимых размеров. | Заменить поршень | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 1. | ВК, ИК, КК | 2. у остальных компрессионных колец: min - 0,10 мм; max - 0,19 мм; брак - 0,45 мм. 3. у маслосрезывающих колец: min - 0,07 мм; max - 0,16 мм; брак - 0,25 мм. | Мел просеянный, керосин, лупа, скоба микрометрическая, штангенциркуль, глубиномер, светильник (лампа 100 Вт) | 7. Увеличение зазора между поршневым кольцом и ручьем на поршне более допустимых размеров. | Заменить поршень | ||||
| Продолжение операции 3.2.3.3.4. | Зазор между поршнем и цилиндровой втулкой (по юбке поршня) при положении поршня по внешней м.т.: min - 0,15 мм; max - 0,25 мм; брак - 0,5 мм. | 8. Зазоры между поршнем и цилиндровой втулкой (по юбке поршня) выходят за пределы допуска. | Заменить поршень | ||||||
| 2. | Детали поршня. Очистить детали поршня от нагара и грязи, промыть дизельным топливом. | Д100.04.001СБ-3А | ВК | Отсутствие нагара | Щетка, дизельное топливо, ванна промывочная. | Действия по промывке такие же, как при операции 3.2.3.3.3. (1¸ 4) | |||
| 3. | Осмотреть вставки поршня. | Д100.04.001СБ-3А | ВК, ИК, КК. | Отсутствие трещин и сколов, задиров втулок, и ослабление втулок. | Лупа, щуп набор №2, штангенциркуль, микрометр. | Трещины и сколы, задиры втулок, увеличенный зазор между втулками вставки и поршневым пальцем. | Заменить вставки, при увеличенном зазоре - заменить втулку вставки | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 4. | Осмотреть ползушку поршня. | Д100.04.001СБ-3А | ВК, ИК | Ползушка должна свободно двигаться в гнезде вставки. Отсутствие натиров и рисок на трущихся поверхностях. Отсутствие следов износа, задиров, забоин, царапин на сферической поверхности ползушки. Зазоры между ползушкой и вставкой поршня: min - 0,2 мм; max - 0,26; брак – 0,4 мм | Лупа, набор щупов, штангенциркуль, микрометр. | 1. Затирание в гнезде и риски на трущихся поверхностях. 2. Следы износа, задиров, забоин, царапин на сферической поверхности ползушки. 3. Трещины. 4. Увеличенный зазор между ползушкой и вставкой. | 1. Зачистить следы натиров и рисок. 2. Зачистить сферическую поверхность, притереть к головке шатуна; Заменить ползушку. 3. Заменить ползушку. 4. При зазоре между ползушкой и вставкой поршня более 0,4 мм - ползушку заменить | ||
| 5. | Осмотреть поршневой палец. | Д100.04.001СБ-3А | ВК, ИК. | Отсутствие рисок, трещин и задиров, овальность пальца – не более 0,06 мм. | Штангенциркуль, микрометр, полировочные материалы | Отдельные риски, трещины и задиры; Овальность пальца более 0,06 мм, износ поверхности; Увеличенный зазор между втулками вставки и поршневым пальцем. | Отдельные риски заполировать; При трещинах, задирах и овальности более 0,06 мм – заменить палец. При увеличенном зазоре - заменить втулку вставки. | Рекомендуется проверка пальцев магнитным дефектоскопом | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.3.3.5. Осмотр шатунов | |||||||||
| 1. | Очистить шатун от нагара и грязи, масляные каналы прочистить при помощи шомпола. После очистки промыть масляные каналы дизельным топливом при помощи шприца, продуть сжатым воздухом. | Д100.24.1СБ-1, 2СБ-1 | ВК | Поверхность чистая, без нагара. | Шприц для промывки масляных каналов, шомпол, резиновые и х/б перчатки. | использование шерстяных и хлопчатобумажных материалов для прочистки масляных каналов не допускается. | |||
| 2. | Осмотреть шатуны | Д100.24.1СБ-1, 2СБ-1 | ВК | Отсутствие трещин на шатуне, задиров, царапин, следов износа на сферической поверхности верхней головки шатуна | 1. Трещины. 2. Задиры, следы износа, забоины, царапины на сферической поверхности шатуна | 1. Заменить шатун. 2. Зачистить сферическую поверхность, после чего притереть соответствующую ползушку. | Рекомендуется магнитная дефектоскопия | ||
| ВК. Постукиванием медной выколоткой по стальной части втулки. | Отсутствие задиров на внутренней поверхности втулки. Плотная посадка втулки в отверстии. | Медная выколотка, набор щупов, штангенциркуль, микрометрический нутромер, шабер, притирочный материал, х/б перчатки.. | 3. Задиры на внутренней поверхности втулки. Слабая посадка втулки в отверстии верхнего шатуна, | Заменить втулку. (см. ниже) | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 2. | Зазор между втулкой верхней головки шатуна и поршневым пальцем и (по обмерам) должен соответствовать данным таблицы зазоров (Прил.1): min - 0,1 мм; max - 0,182мм; брак – 0,35 мм | Маслованна или электронагреватель, х/б перчатки. | Износ, задиры на втулке. Увеличенный зазор | При выявлении повышенного износа или задиров втулки необходимо выпрессовать непригодную втулку и запрессовать новую. Перед запрессовкой рекомендуется шатун нагреть в масляной ванне или нагреть верхнюю головку электронагревателем до температуры 120¸150 С | |||||
| Продолжение операции 3.2.3.3.5. | |||||||||
| Отсутствие забоин и наклепа на стыковых поверхностях шатуна и крышки и на опорных поверхностях - под головками шатунных болтов и гайками. Не допускаются трещин на шатунных болтах. Повреждение резьбы на болтах и гайках. | Забоины, наклепы на стыковых поверхностях шатуна и крышки, и на опорных поверхностях под головками шатунных болтов и гайками. Трещины на болтах. Повреждение резьбы на шатунных болтах. | Шабрение, опиловка, полировка. Заменить болты. | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.3.4. Сборка поршневых групп. | |||||||||
| 1. | Установить на вставку регулировочные прокладки под верхнюю плиту. Установить плиту так, чтобы штифт прошел через отверстие в прокладках. | Д100.04.001СБ-3А | ВК | Штифт должен пройти через отверстие в прокладках. | Молоток, х/б перчатки. | ||||
| 2. | Затянуть два винта крепления плиты, подложив под них пружинные шайбы. | Д100.04.001СБ-3А | ВК | Выступание головок винтов над поверхностью плиты не допускается. | Отвертка, х/б перчатки. | ||||
| 4. | Установить регулировочные прокладки под нижнюю плиту. Установить плиту и затянуть два болта крепления плиты, подложив под болты стопорные шайбы. | Д100.04.001СБ-3А | ВК | Чистота всех деталей, базовых поверхностей. Момент затяжки см. табл. 3.1 п.п.3.1. | Набор г/к, х/б перчатки. | ||||
| 5. | Болты застопорить, отогнув лапки стопорных шайб на грань болта и на плиту. | Д100.04.001СБ-3А | ВК | Отвертка, плоскогубцы, молоток, х/б перчатки. | Подбор толщины регулировочных прокладок произвести в соответствии с р. 4.2.1.1 «Регулировка длины шатуна в сборе с поршнем». | ||||
| 6. | Установить шатун вертикально в тисках или другом подобном приспособлении. Смазать дизельным маслом сферическую поверхность на верхней головке шатуна и установить на нее ползушку. | Д100.24.1СБ-1 | ВК | Тиски слесарные, х/б перчатки. Масло дизельное, резиновые перчатки. | |||||
| 8. | Установить на ползушку пружину. | Д100.24.1СБ-1 | ВК | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 9. | Одеть на верхнюю головку шатуна вставку поршня. | Д100.24.1СБ-1; Д100.04.001СБ-3А | ВК | Клеймение (индекс дизеля и номер цилиндра) на шатуне должно располагаться в ту же сторону по отношению к такому же клеймению на вставке верхнего поршня и в противоположную (на 1800) по отношению к клеймению на вставке нижнего поршня. | Молоток, медная пластина, х/б перчатки.. | ||||
| 10. | Вставить в отверстия (втулки) вставки и верхней головки шатуна поршневой палец. | Д100.24.1СБ-1; Д100.04.001СБ-3А | ВК | Клеймение на пальце (на фаске отверстия) должно быть впереди по отношению к клеймению на шатуне, которое при этом должно быть с правой стороны. | Молоток, медная пластина, х/б перчатки.. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 11. | Вставить шатун со вставкой в поршень, установить стопорное кольцо | Д100.24.1СБ-1; Д100.04.001СБ-3А | ВК | Штифт должен войти в отверстие в кольцевом опорном ребре поршня, после установить стопорное кольцо. | Щипцы для снятия стопорных колец (Прил. 18, рис.П28) щуп набор №2, х/б перчатки. | ||||
| 12. | Смазать канавки поршня дизельным маслом и установить поршневые кольца. | Д100.04.001СБ-3А | ВК | Чистота собираемых деталей. | Приспособление для установки и снятия поршневых колец. (Прил. 18, рис. П4). масло дизельное, резиновые перчатки. | 1. Установку поршневых колец на поршень производить непосредственно перед установкой поршня с шатуном на дизель. | |||
| Примечание: | 1. При замене поршня, вставки или шатуна обеспечить чтобы разница в весе комплектов поршня с шатуном в сборе была - не более 500 г, а разница в весе поршней в сборе со вставками - не более 250 г. (отдельно для верхних и нижних поршней). Это достигается подбором деталей по весу. Вес каждого поршня с шатуном в сборе и отдельных деталей, установленных на дизеле, указан в формуляре дизеля. | ||||||||
| 2. Поршни и вставки выпускаются трех групп по весу. При замене необходимо устанавливать детали той же весовой группы. Номера весовых групп и фактический вес деталей выбиты на поршнях и вставках. | |||||||||
| 3. При замене поршня, вставки или шатуна необходимо обеспечить длину шатуна в сборе с поршнем, которая должна соответствовать указанной в формуляре для данного шатуна с отклонением не более 0,05мм. | |||||||||
| 4. При замене ползушки притереть ее к сферической поверхности верхней головки шатуна. | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.3.5. Установка верхнего поршня с шатуном. | ||||||||
| 3.2.3.5.1. При демонтированном верхнем коленчатом вале. | ||||||||
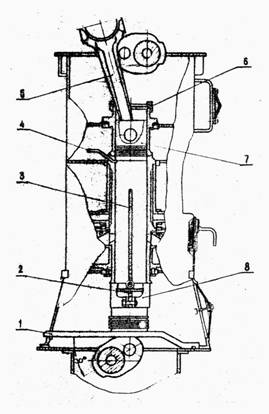 | ||||||||
| Рис 2.3.5 . Выемка верхнего поршня 1 – опорный брус; 2 – рым для выемки верхнего поршня; 3 – трос; 4 – опорный стержень; 5 – шатун; 6 – опора для упора верхнего стержня; 7 – поршень; 8 – хомут для заводки поршневых колец. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. | Установить на поршне приспособление для установки поршня с поршневыми кольцами в цилиндр (см рис 2.3.5) | Д100.04.002СБ-3А | Приспособление для установки поршня с поршневыми кольцами в цилиндр (хомут). (Прил. 18, рис П31) | |||||
| 2. | Укрепить на шатуне трос и завести поршень в цилиндр. | Д100.24.2СБ-1 | ВК | Клеймение на поршне должно быть расположено со стороны управления, а клеймо на шатуне с правой стороны, если смотреть со стороны генератора. | Трос г/п 0,5 т, L = 1,5 м. | |||
| 3. | Удерживая шатун с поршнем на тросе, установить на верхнем торце гильзы специальную опору (см рис 2.3.5). | Трос г/п 0,5 т, L = 1,5 м., опора специальная | ||||||
| 4. | Опустить поршень в цилиндр так, чтобы нижняя головка шатуна легла на опору. | Д100.01СБ-1 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.3.5.2. При установленном верхнем коленчатом вале. | ||||||||
| 1. | Вставить в поршень, собранный с компрессионными кольцами, рым для выемки поршня и закрепить его стопорным кольцом (см рис 2.3.5). | Д100.04.002СБ-3А | Рым для выемки поршня | |||||
| 2. | Пропустить через цилиндр трос, вывести его через люк блока и закрепить на рыме. | Трос г/п 0,5 т, L = 1,5 м. | ||||||
| 3. | Провернуть нижний коленчатый вал, так чтобы соответствующий кривошип был установлен под углом 300 к горизонту. | ВК | Соответствующие метки на ведущем диске полумуфты привода генератора должны совпадать. | Устройство валоповоротное. | ||||
| 4. | Установить опорные брусья между щеками кривошипа. | Д100.05.1СБ-3 | Брусья опорные (Прил. 18, рис П27) | |||||
| 5. | Установить на поршне приспособление для заводки поршневых колец. | Д100.04.002СБ-3А | Приспособление для установки и снятия поршневых колец. (Прил. 18, рис. П4). | |||||
| 6. | Передвинуть поршень по опорным брусьям непосредственно под цилиндр. | |||||||
| 7. | Завести поршень в цилиндр и поднять его тросом. | ВК | Три верхние канавки маслосъемных колец должны выйти из верхней части гильзы цилиндра. | Трос г/п 0,5 т, L = 1,5 м. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 8. | Установить маслосъемные кольца. | Д100.04.002СБ-3А | Приспособление для установки и снятия поршневых колец. (Прил. 18, рис. П4). | |||||
| 9. | Вставить во впускное окно гильзы цилиндра опорный стержень, опустить на него поршень, снять щипцами стопорное кольцо и вынуть из поршня рым. | Д100.01СБ-1 | Щипцы для снятия стопорных колец (Прил. 18, рис.П28) | |||||
| 10. | Установить соответствующий кривошип верхнего коленчатого вала в горизонтальное положение. | Д100.05.1СБ-3 | Устройство валоповоротное | |||||
| 11. | Установить вставку в сборе с шатуном и поршневым пальцем в поршень, установить стопорное кольцо. | Д100.04.002СБ-3А; Д100.24.2СБ-1 | ВК, ИК | 1. Штифт вставки должен войти в отверстие в кольцевом опорном ребре поршня. 2. Поршень в сборе с шатуном должен быть расположен в цилиндре так, чтобы клеймение на шатуне было расположено с правой стороны, если смотреть со стороны генератора. | Щипцы для снятия стопорных колец (Прил. 18, рис.П28) , щуп набор № 2. | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 12. | Установить шатунный вкладыш. | Д100.24.2СБ-1 | ||||||
| 13. | Укрепить на шатуне трос, вынуть опорный стержень из впускного кольца и, удерживая шатун тросом, опустить поршень с шатуном в цилиндр. | Трос г/п 0,5 т, L = 1,5 м. | ||||||
| 14. | Провернуть верхний коленчатый вал. | ВК | Установка соответствующего кривошипа во внешнюю мертвую точку. | Устройство валоповоротное | ||||
| 15. | Поднять шатун до упора в шатунную шейку. | |||||||
| 16. | Установить крышку с вкладышем на шатун, вставить шатунные болты и завернуть их как указано в р. 3.2.2.3 | Д100.24.2СБ-1 | ВК | Завернуть болтыкак указано в р. 3.2.2.3 | Ключ специальный (Прил. 18, рис П3) | |||
| 3.2.3.6. Установка нижнего поршня с шатуном. | ||||||||
| 1. | Установить на блоке лебедки | ВК | Рис 3.2.2 | Лебедки специальные (Прил. 18, рис П33) | ||||
| 2. | Провернуть нижний коленчатый вал так, чтобы соответствующий кривошип был под углом 300к горизонту. | ВК | Соответствующие метки на ведущем диске полумуфты привода генератора должны совпадать. | Устройство валоповоротное. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3. | Защитить шатунную шейку кожаным или брезентовым чехлом. | Д100.24.1СБ-1 | ВК | Кожаный или брезентовый чехол. | ||||
| 4. | Установить опорные брусья между щеками кривошипа. | Д100.05.1СБ-3 | Брусья опорные (Прил. 18, рис П27) | |||||
| 5. | Вставить через люк шатун в сборе с поршнем и установить на опорные брусья. | ВК | 1. Клеймо дизеля и номера цилиндра на поршне должно быть расположено со стороны управления по правой стороне дизеля. 2. Клеймо индекса дизеля, номера цилиндра на шатуне должно быть расположено с правой стороны дизеля, если смотреть со стороны генератора. | Брусья опорные (Прил. 18, рис П27) | ||||
| 6. | Установить на поршне приспособление для заводки поршневых колец и передвинуть поршень по опорным брусьям непосредственно под цилиндр. | Приспособление для установки и снятия поршневых колец. (Прил. 18, рис. П4). | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7. | Вставить в болтовые отверстия головки шатуна крюки и присоединить к ним тросы лебедок. | Д100.24.1СБ-1 | Крюки, трос (г/п 0,5 т, 1,5 м)., Лебедка специальная (Прил. 18 рис 33) | |||||
| 8. | Натягивая тросы лебедкой завести поршень в цилиндр. | |||||||
| 9. | Установить в шатун вкладыш. | Д100.24.1СБ-1 | ||||||
| 10. | Снять с шейки вала чехол и повернуть его в положение при котором шатун может быть опущен на шейку. | Д100.24.1СБ-1 | Устройство валоповоротное. | |||||
| 11. | Опустить шатун на шейку. Ослабить и снять тросы. Снять крюки и приспособления для заводки поршневых колец. | Д100.24.1СБ-1 | ||||||
| 12. | Установить крышку с вкладышем на шатун и завернуть гайки шатунных болтов, как указано в р. 3.2.2. | Д100.24.1СБ-1 | ||||||
| 13. | После установки поршней проверить обжимом свинцовой палочки величину линейного сжатия как указано в р. 4. (измерения производятся по свинцовой выжимке) | Д100.04.001СБ-3А | ВК, ИК | Линейная величина сжатия: min - 4,4 мм; max - 4,8 мм; брак – менее 4,2 и более 5,6 мм | Палочка свинцовая Æ 6 мм, штангенциркуль. | Несоответствие размерам. min - 4,4 мм; max - 4,8 мм; | Произвести регулировку в соответствии с требованиями р. 4 | Неправильная установка поршней и шатунов приведет к задирам гильз. |
| 3.2.4. ВЕРХНИЙ КОЛЕНЧАТЫЙ ВАЛ | ||||||||
| 3.2.4.1. Выемка вала. | ||||||||
| 1. | Снять трубы вентиляции картера. Установить заглушки | 15Д100СБ-1 | ВК | Установка заглушек | Набор г/к, заглушки | |||
| 2. | Отсоединить через верхний люк затворы маслоотделителей. | 10Д100.33.001СБ | ВК | Набор г/к | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3. | Снять верхнюю крышку блока вместе с маслоотделителями. | 15Д100М.40СБ | ВК | Отсутствие трещин, рисок, коробления | Набор г/к, кран-балка | 1. Трещины в крышке. 2. Коробление. 3. Износ. 4. Риски | 1. Заменить крышку. 2. Шабрить. 3. Торцевать. 4. Наплавка крышки электросваркой с последующей обработкой. | |
| 4. | Открепить кулачковый вал воздухораспределителя и отодвинуть его от коленчатого вала. | Д100-38СБ; 15Д100.02СБ-1 | ВК | Набор г/к, молоток | ||||
| 5. | Установить определенный кривошип во внешнюю мертвую точку. | ВК | Соответствующие метки на ведущем диске полумуфты привода генератора должны совпадать. | Устройство валоповоротное | ||||
| 6. | Закрепить на соответствующем шатуне трос, связанный с кран-балкой. | ВК | Надежность крепления троса и деталей. | Трос (г/п 0,5т, 1,5м), кран - балка | ||||
| 7. | Удерживая шатун тросом отвернуть гайки шатунных болтов и снять крышку шатуна вместе с вкладышем. | Д100.24.2СБ-1 | Ключ специальный (Прил. 18 рис П3) | |||||
| 8. | Вывести шатунные болты из отверстий в головке шатуна и, навернув на них гайки, уложить на стеллаже (в поддоны). | Д100.24.2СБ-1 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 9. | Установить на верхнем торце гильзы цилиндров специальную опору, опустить шатун с поршнем до упора торцом головки шатуна на эту опору. | Д100.01СБ-1 | Опора специальная (Прил. 18 рис П30) | |||||
| 10. | Снять трубки подвода масла к коренным подшипникам, обвернуть концы трубок бумагой и связать. | 15Д100.20СБ-2 | Набор г/к, бумага, шпагат. | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 11. | Снять крышки коренных подшипников, для чего: | 15Д100.02СБ-1 | ||||||
| 1. Заложить ломик в отверстие на нижнем конце шпильки верхнего коренного подшипника для предупреждения проворачивания шпильки. | Ломик | |||||||
| 2. Отвернуть верхние гайки шпилек верхнего коренного подшипника. | Специальный ключ (Прил. 18 рис П2) | |||||||
| 12. | Вывести из ложа упорный подшипник, для чего: Вставить в сверление в 11-й (упорной) шейке вала специальное приспособление. Провернуть вал. | Д100.05.052СБ, рис 3.2.1. | ВК | Выход упорного подшипника. | Специальное приспособление рис 3.2.1, устройство валоповоротное | |||
| 13. | Укрепить на 5-й и 9-й шатунных шейках пеньковый трос и поднять коленчатый вал кран - балкой. | Д100.05.052СБ | Кран-балка, трос пеньковый г/п 1,5т. | |||||
| 14. | Уложить коленчатый вал на деревянные козлы четырьмя коренными шейками, проложив под шейками резиновую или войлочную прокладку. | Д100.05.052СБ | Номера шеек 3, 6, 9, 12 | Кран-балка, трос пеньковый, козлы деревянные, войлок или резина листовая | Если после разборки вал будет лежать более суток, то неободимо шейки промыть бензином, протереть чистой салфеткой, смазать маслом, обвернуть промасленной бумагой и обвязать шпагатом. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.4.2. Осмотр коленчатого вала | ||||||||
| 1. | Промыть вал и очистить масляные каналы. | Д100.05.052 СБ | ВК | Чистые поверхности вала и каналов. | Щетка, дизельное топливо, перчатки резиновые. | |||
| 2. | Осмотреть вал. Особенно внимательно осмотреть галтели шеек. | Д100.05.052 СБ | ВК | Отсутствие механических повреждений. Трещины - не допускаются | Лупа, Образцы шероховатости, паста полировальная «ГОИ» или аналогbxy, войлок. | 1. Трещины. 2. Риски, царапины, забоины. | 1. Заменить вал. 2. Заполировать вал до 0,08 ¸ 0,04 мкм Ra. | Рекомендуется проверка магнитным дефектоскопом. |
| 3. | Обмерить все шатунные и коренные шейки. | Д100.05.052 СБ | ВК, ИК | Овальность шеек коренных подшипников: min - 0,0 мм; max - 0,2 мм; брак – ,10мм | Микрометр. | 1.Овальность не соответствует допускаемым значениям. 2. Износ коренных или шатунных шеек. | Прошлифовать соответствующую шейку (в заводских условиях). | |
| 4. | Смазать все шейки верхнего вала дизельным маслом, обернуть водонепроницаемой бумагой и обвязать шпагатом. | Д100.05.052 СБ | Масло дизельное, бумага водонепроницаемая, шпагат, | |||||
| 3.2.4.3. Укладка коленчатого вала | ||||||||
| 1. | Проверить правильность установки в блоке и состояние нижних (блочных) коренных опорных вкладышей верхнего вала аналогично п.3.2.1.1. п.п.6 | 15Д100.02 СБ-1; Д100.05.052 СБ | ВК | Коренной вкладыш должен быть снят. | ||||
| 2. | Смазать вкладыши дизельным маслом. | Масло дизельное перчатки резиновые. | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3. | Освободить шейки верхнего коленчатого вала, лежащего на козлах, от предохранительной обвязки, смазать их и укрепить на 5-й и 9-й шатунных шейках пеньковый трос. | Д100.05.052 СБ | ВК | Надежность закрепления коленчатого вала | Пеньковый трос г/п 1,5 т, масло дизельное, перчатки резиновые. | |||
| 4. | Поднять вал краном за пеньковый трос и уложить его на нижние опорные вкладыши в блоке дизеля. | 15Д100.02 СБ-1; Д100.05.052 СБ | Кран – балка, пеньковый трос г/п 1,5т. | |||||
| 5. | Проверить совпадение меток на зубьях конических шестерен вертикальной передачи и шестерен кулачковых валов привода топливных насосов | 10Д100.08СБ; Д100.28СБ; рис.132ИЭ 15Д100 часть 2 | ВК | Соответствующие метки на ведущем диске полумуфты привода генератора должны совпадать. (Прил 18, рис П32) | Рекомендуется при снятом верхнем коленчатом вале не проворачивать нижний коленчатый вал. | |||
| 6. | Установить упорный коренной вкладыш. | 15Д100.02 СБ-1 | ||||||
| 7. | Установить на коренные шейки вала верхние (крышечные) коренные вкладыши. | Д100.05.052 СБ |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 8. | Установить на коренные вкладыши крышки коренных подшипников и закрепить их согласно р. 3.2.1. | 15Д100.02 СБ-1 | ВК, ИК | На стыковых поверхностях зажатых в постелях вкладышей, а также между вкладышами и постелью, не должен заходить щуп толщиной 0,3 мм. Суммарный диаметральный зазор на масло должен быть в пределах: min – 0.15 мм; max – 0.23 мм; брак – 0,45 мм. | ||||
| 9. | Произвести контроль правильности укладки валасогласно р. 3.2.1. | ВК, ИК | Зазоры между вкладышами и шейками валов на расстоянии 12 мм от стыков вкладышей должны быть в пределах- 0,12 ¸ 0,25 мм. В нижней части между крышечными вкладышами и шейками 1¸7 опор нижнего колен. вала щуп 0,04 мм не должен заходить на глубину более 10 мм. Для любых опор верхнего колен. вала разность величин зазоров между шейкой и крышечным вкладышем, по сравнению с соседними опорами, не должна превышать 0,06 мм. | Значения зазоров находятся вне допустимых пределов. | Допускается подшабровка баббитовой поверхности на глубину не более 0,02 мм на участках длиною 50 мм от плоскости разъема. | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10. | Проверить опережение нижнего коленчатого вала относительно верхнего согласно р.4 | |||||||
| 11. | Поочередно сочленить с шатунными шейками шатуны как указано в р.3.2.2. | Д100.24.2СБ-1 | ВК | Клеймо на шейке колен. вала и шатунных шеек должно совпадать. | Ключ гаечный специальный (Прил. 18 рис П3) | |||
| 12. | Установить на передний торец верхнего коленчатого вала кулачковый вал распределителя пускового воздуха. | Д10.05.052СБ; Д100.38СБ | ||||||
| 13. | Установить трубки подвода масла к коренным опорам. | 15Д100.20СБ-2 | Набор г/к | |||||
| 14. | Установить верхнюю крышку блока вместе с маслоотделителями, присоединить через верхний люк затворы маслоотделителей. Перед установкой затворы залить дизельным маслом. | 15Д100М.40СБ | Набор г/к, масло дизельное, небьющаяся емкость, кран – балка, строп г/п 0,2 т. | |||||
| 15. | Присоединить трубы вентиляции картера к маслоотделителям и турбокомпрессорам. | 15Д100СБ-1 | Набор г/к | |||||
| 3.2.5. Г И Л Ь З А Ц И Л И Н Д Р А | ||||||||
| 3.2.5.1. Выемка гильзы. Примечание: Работы производятся при необходимости замены гильзы или замены резинотехнических изделий. | ||||||||
| 1. | Слить воду из системы охлаждения. | 15Д100.21СБ-2 | ||||||
| 2. | Снять верхнюю крышку блока. | 15Д100М.40СБ | ВК | Отсутствие трещин, рисок, коробления | Набор г/к, кран-балка | 1. Трещины в крышке. 2. Коробление. 3. Износ. 4. Риски | 1. Заменить крышку. 2. Шабрить. 3. Торцевать. 4. Наплавка электросваркой с последующей обработкой. | |
| 3. | Снять верхний коленчатый вал согласно р.3.2.4 | Д100.05.052СБ | Кран - балка, трос пеньковый г/п 1,5т | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 4. | Вынуть поршни согласно р. 3.2.3. | |||||||
| 5. | Снять пусковой клапан, форсунки и индикаторный кран согласно р. 3.2.13 | 15Д100СБ-1 | Набор г/к и ключей специальных (Прил. 18, рис П19) | |||||
| 6. | Снять переходники форсунок, пускового клапана и индикаторного крана согласно р. 3.2.13. | 15Д100СБ-1 | ВК | Отсутствие механических повреждений | Приспособление для снятия переходников | Сколы и трещины от технологических отверстий. | Заменить переходник | |
| 7. | Снять патрубки подвода охлаждающей воды, отсоединив их от выпускных коллекторов и патрубок отвода воды, отсоединив его от водяного коллектора. | 15Д100.21СБ-2 | Набор г/к. | |||||
| 8. | Вывернуть шпильки из рубашки цилиндровой гильзы. | Д100.01СБ-1 | ВК | см. п. 4.1.8 | Ключ специальный (Прил. 18 рис П6) | Повреждения резьб. | см. п.4.1.8 | |
| 9. | Отвернуть гайки крепления цилиндровой гильзы к блоку. | Д100.01СБ-1 | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 10. | Завернуть два болта приспособления в резьбовые отверстия на фланцах гильзы и вынуть гильзу из блока. | Д100.01СБ-1 | Съемник гильзы из блока (Прил. 18 рис П5), набор ключей гаечных | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 11. | Осмотреть гильзу. | Д100.01СБ-1 | ВК, ИК | Отсутствие механических повреждений гильзы любого размера и расположения; наволакивание металла и следов износа на зеркале гильзы, соответствие зазоров Прил.1. | Микрометр, нутромер микрометрический, нутромер индикаторный, головка микрометрическая, штангенциркуль, лупа. | 1. Трещины любого размера и расположения. 2. Увеличенный зазор между зеркалом гильзы и тронком поршня. 3. Овальность более 0.45 мм. 4. Наволакивание металла и глубокие риски (глубиной > 0,5мм и общей площадью более 50см2) на зеркале. 5. Протечка воды в местах посадки гильзы в рубашку. | Заменить гильзу. | Наибольший износ гильз имеет место в зоне работы верхнего компрессионного кольца, в районе перемычек выпускных и продувочных окон. |
| 3.2.5.2. Установка гильзы в блок. | ||||||||
| 1. | Проверить затяжку крепления выпускных коробок и выпускных коллекторов. | 10Д100.18СБ-2 | ВК | Затяжка крепления до упора. | Набор г/к | Слабая, неравномерная затяжка крепежа. | Затянуть крепеж | |
| 2. | Очистить посадочные пояски гильзы, блока и выпускной коробки, смазать их дизельным маслом. | Д100.01СБ-1; 15Д100.02СБ-1 | ВК | Отсутствие грязи и нагара. Обратить внимание на наличие антикоррозионного (бакелитового) покрытия поверхности адаптерных отверстий в рубашке гильзы цилиндра. | Скребок, лупа, щетка, ветошь безворсовая | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3. | Установить гильзу в блок без резиновых уплотнительных колец для проверки ее центровки по выпускной коробке. | Д100.01СБ-1; 15Д100.02СБ-1 | ВК | Гильза должна свободно, под собственным весом, устанавливаться на свое место. | Кран – балка, строп г/п 0,2 т. | |||
| 4. | Вынуть гильзу из блока. | Кран – балка, строп г/п 0,2 т. | ||||||
| 5. | Надеть на гильзу новый комплект резиновых уплотняющих колец. | Д100.01СБ-1 | ВК | Плотная посадка, выступание кольца из ручья на 1/3 толщины. | Свободная посадка, малое или чрезмерно большое выступание кольца | Подобрать соответствующее кольцо. | Допускается частичное срезание колец при установке гильзы в блок. | |
| 6. | Установить гильзу в блок, предварительно смазав уплотнительные кольца. | Д100.01СБ-1; 15Д100.02СБ-1 | ВК, ИК | Под фланец незакрепленной гильзы не должен входить щуп 0,07мм. | Кран - балка, набор щупов, дизельное масло | 1. Перекос гильзы в блоке. 2. Срезание или скручивание уплотнительных колец. | 1. Переустановить гильзу. 2. Переустановить гильзу с заменой поврежденных уплотнительных колец. | |
| 7. | Закрепить цилиндровую гильзу в блоке поочередной затяжкой диаметрально противоположных гаек крепления гильзы к блоку. | Д100.01СБ-1; 15Д100.02СБ-1 | Набор г/к | |||||
| 8. | После установки и крепления произвести обмер гильзы. | Д100.01СБ-1 | ВК, ИК | Разность замеров, выполненных до установки гильзы в блок и в блоке – не более 0,5мм. | Глубиномер, скоба микрометрическая. | Разность замеров более нормы. | Переустановить гильзу с устранением причины несоответствия разности замеров. | Результаты обмеров занести в формуляр. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 9. | Ввернуть шпильки в рубашку гильзы цилиндра, установить патрубки подвода и отвода воды. | Д100.01СБ-1; 15Д100.21СБ-2 | Набор г/к | |||||
| 10. | Проверить состояние медной уплотнительной прокладки адаптеров (переходников) форсунок. | Д100.17СБ | ВК | 1. Прокладка из красной листовой отожженной меди. 2. Твердость прокладки НВ £ 45 ед. | Пластические деформации прокладки (замятия). Неправильное расположение прокладки в месте посадки. | Устранить деформацию (выправить прокладку), при невозможности - заменить. | При повторном использовании обжатых прокладок необходимо их отжечь до указанной твердости. Толщина прокладок не менее 1,5 мм. | |
| 3. Резьба М 30×2 в адаптере и гильзе и поверхности сопряжения прокладки и адаптера смазаны лейлерной смазкой (ВЛ ГОСТ 5018 – 49) (приклеить прокладки к адаптеру) | ||||||||
| 11. | Установить адаптер в гильзу цилиндра и затянуть до упора. Затянуть адаптер от положения упора на угол 600 . | Д100.01СБ-1 | ВК | За упор принимать резкое изменение усилия на ключе с длиной рукоятки 200 мм. Допускается вместо затяжки адаптера на угол 600 производить затяжку предельным ключом, крутящим моментом 40 кгм ± 5%. ([3], стр 331) | Ключ специальный с длиной рукоятки 200 мм. Ключ для отворачивания и заворачивания адаптеров на гильзе цилиндра (Прил. 18 рис П7) Динамометрический ключ. | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 12. | Выставить кольцо (обечайку), удерживающее снаружи уплотнительное кольцо так, чтобы между кольцом и рубашкой гильзы зазор был не более 1мм. | ВК, ИК | Зазор между кольцом и рубашкой гильзы – не более 1мм. | Набор щупов №2. | ||||
| 13. | Выставить фланец. Затянуть гайки крепления шлицевого фланца. | ВК, ИК | Две диаметрально расположенные канавки (на образующей поверхности фланца) должны находиться в плоскости, перпендикулярной оси гильзы. Допускаемое несовпадение - не более 3мм. | Штангенциркуль, слесарно-монтажный инструмент, ключ специальный с длиной рукоятки 250 мм | Несовпадение более 3 мм. | Произвести переустановку фланца. | ||
| 14. | Затянуть гайку крепления фланца адаптера. | Ключ для отворачивания и заворачивания адаптеров на гильзе цилиндра (Прил. 18 рис П7) Ключ специальный с длиной рукоятки 250 мм. | ||||||
| 15. | Опрессовать систему охлаждения водой при давлении 3 кг/см2 в течении 10 мин. | ВК, ИК | Отсутствие течей, постоянство давления в течении установленного времени проведения гидравлических испытаний. | Манометр, рукав резиновый, пресс гидравлический. | Течи, падение давления в течение времени проведения гидравлических испытаний. | Определить и устранить причины течей. | При опрессовке тщательно проверить надежность уплотнения адаптеров. | |
| Примечание: Во всех случаях появления течи вначале произвести подтяжку соединения соответствующим ключом. Если течь не устраняется, заменить прокладку. | ||||||||
| ПРЕДУПРЕЖДЕНИЕ: Запрещается производить затяжку корпуса адаптера и его гайки рывками или ударами по ключу, применять ключи с длиной рукоятки более чем указано; а также устанавливать неотожженные медные прокладки с твердостью НВ более 45. Резиновое уплотнительное кольцо подлежит замене, если его деформация достигла более 30% или если оно проработало более 18 месяцев. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.6. ВОЗДУХОДУВКА | |||||||||
| 3.2.6.1. Демонтаж воздуходувки. | |||||||||
 | Рис. 2.3.8. Приспособление для подъема воздуходувки
1 – диск; 2 – болт; 3 – рым; 4 – пруток. | ||||||||
| 1. | Подвесить воздуходувку за рымболты верхней крышки воздуходувки. (см рис 2.3.8.) | 16Д100.37СБ | Кран - балка, трос г/п 1,5 т | ||||||
| 2. | Отсоединить воздухоподводящие патрубки и заглушить впускные окна воздуходувки. | 16Д100.37СБ | Набор г/к, паронит | ||||||
| 3. | Отсоединить патрубки, соединяющие нагнетательные окна воздуходувки с воздухоохладителями. | 16Д100.37СБ | Набор г/к | ||||||
| 4. | Заглушить нагнетательные окна воздуходувки. | 16Д100.37СБ | Паронит | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 5. | Снять воздухоохладители наддувочного воздуха. | 15Д100 СБ-1 | Кран – балка, набор г/к, строп 0,5 т. | ||||||
| 6. | Снять крайнюю смотровую крышку (со стороны воздуходувки) в верхней крышке блока. | 15Д100 СБ-1 | Набор г/к | ||||||
| 7. | Отсоединить трубки, подводящие масло от верхнего масляного коллектора к воздуходувке. Концы трубок обвернуть бумагой и обвязать. | 15Д100.20СБ-2 | Набор г/к, шпагат, бумага. | ||||||
| 8. | Снять болты крепления воздуходувки к верхней крышке блока. | 16Д100.37СБ | ВК | см. п.4.1.8 | Набор г/к. | Повреждения резьбы. | см. п.4.1.8 | ||
| 9. | Снять контрольные штифты блока, фиксирующие положение воздуходувки. | 16Д100.37СБ | ВК | Целостность | Плоскогубцы | Облом, срезание, сильное смятие | Заменить штифт | ||
| 10. | Отвернуть болты и гайки со шпилек внутри воздушного ресивера и со шпилек крепления воздуходувки к блоку. | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |||
| 11. | Воздуходувку передвинуть в осевом направлении до выхода из зацепления шестерен привода и снять с дизеля. | ВК | Шестерни привода вышли из зацепления. | Кран – балка, строп г/п 1,5 т. | |||||
| 12. | Осмотреть воздуходувку. | 16Д100.37СБ | ВК. | 1. Свободное проворачивание рабочих колес усилием одной руки, приложенным к гайке крепления шестерни. 2. Боковой зазор между зубьями координационных шестерен должно соответствовать значению min 0,9 мм; max 1,3 мм; брак – менее 0,8 мм; более 1,4 мм. | Индикатор часового типа, лупа, набор щупов. | Следы алюминиевой пыли, трещины корпуса воздуходувки, затрудненное проворачивание колес, увеличенные зазоры | Разобрать воздуходувку (см. р.3.2.6.2.) | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 12. | Осмотреть воздуходувку. | 16Д100.37СБ | ВК. | 3. Осевой люфт рабочих колес: min 0,0 мм; max 1,05 мм; брак – люфт до 0,15мм. (Прил. 1) | |||||
| 13. | Замерить зазоры, для чего снять заглушку с бокового лючка на стороне всасывания и заглушку бокового нагнетательного лючка с противоположной стороны. | ВК, ИК | Зазоры между корпусом и лопастями рабочих колес: min 0,65 мм; max 0,95 мм; брак – менее 0,55мм более 1,0 мм; Рабочими колесами: min 0,9 мм; max 1,3 мм; брак – менее 0,8 мм более 1,4 мм; Осевой зазор между рабочим колесом и плитой упорно-опорного подшипника: min 0,7 мм; max 0,85 мм; брак – менее 0,6 мм более 1,0 мм; Осевой зазор между рабочим колесом и плитой упорно-опорного подшипника: min 0,7 мм; max 0,85 мм; брак – менее 0,6 мм более 0,95 мм; | Щуп набор № 2. | Увеличенные зазоры. | Разобрать воздуходувку (см. р.3.2.6.2.) | |||
| 14. | Осмотреть лопасти рабочих колес. | 16Д100.37СБ | ВК | Отсутствие видимых повреждений | Алюминиевая пыль, видимые повреждения | Разобрать воздуходувку (см. р.3.2.6.2.) | |||
| 15. | При удовлетворительных результатах осмотра установить воздуходувку на дизель без разборки. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.6.2. Разборка воздуходувки. | ||||||||
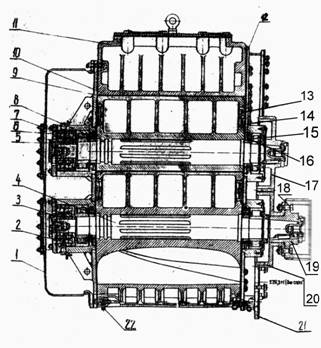 | ||||||||
| Рис. 2.3.9. Воздуходувка 1 – кожух; 2, 3 и 16 – проставочные кольца; 4 – рабочее колесо нижнее; 5 – регулировочное кольцо; 6 – упорная шайба; 7 - шарикоподшипник; 8 – роликовый подшипник; 9 – задняя плита; 10 – рабочее колесо; 11 – корпус воздуходувки; 12 – прокладка; 13 – балансировочная шайба; 14 – балансировочная пробка; 15 – уплотнительное кольцо; 17 – ведомая шестерня; 18 – прецизионный болт; 19 – шестерня привода; 20 – ведущая шестерня; 21 – передняя плита; 22 – пробка. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. | Снять наружную трубку подвода масла к опорно-упорным подшипникам. | 16Д100.37СБ | Набор г/к | |||||
| 2. | Вывернуть или при необходимости высверлить винты, стопорящие болты (грибки). | 16Д100.37СБ | ВК | см. п. 4.1.8 | Отвертка | Повреждения резьбы. | см. п.4.1.8 | Болты (грибки) выполнены с левой резьбой. |
| 3. | Снять гайки с верхнего и нижнего валов со стороны шестерен. | 16Д100.37СБ | ВК | см. п. 4.1.8 | Ключ для гаек крепления упорных подшипников и шестерен воздуходувки. (Прил. 18 рис П14) | Повреждения резьбы. | см. п.4.1.8 | |
| 4. | Одновременно снять координационные шестерни совместно с приводной шестерней. Шестерни должны сниматься одновременно иначе их винтовые зубья будут препятствовать правильной съемке и могут быть повреждены. | 16Д100.37СБ | ВК | Целостность шестерен | Приспособления для снятия верхней и нижней шестерен. (Прил. 18 рис П15, П16) | Сколы, повреждения зубьев, трещины. | Заменить шестерню | |
| 5. | Снять гайки с верхнего и нижнего валов, крепящие внутреннюю обойму подшипников. | 16Д100.37СБ | ВК | см. п. 4.1.8 | Ключ для гаек крепления опорных подшипников воздуходувки. (Прил. 18 рис П13) | Повреждения резьбы. | см. п.4.1.8 | |
| 6. | Снять кожух (заднюю крышку) воздуходувки. | 16Д100.37СБ | ВК | Отсутствие трещин, вмятин. | Молоток | Трещины в крышке, вмятины | Заменить крышку. | |
| 7. | Поставить воздуходувку на передний торец, при этом передняя плита опорных подшипников должна опираться на два деревянных бруска. | Кран - балка, строп г/п 1,5 т, бруски деревянные | ||||||
| 8. | Снять сливные масляные трубки, концы обвязать бумагой. | 16Д100.37СБ | Набор г/к, шпагат, бумага | |||||
| 9. | Вывернуть штуцеры сливных трубок из торцевых плит. | 16Д100.37СБ | Набор г/к | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10. | Снять упорные шайбы на обоих стаканах. | 16Д100.37СБ | ||||||
| 11. | Снять болты (грибки) и гайки с обоих валов. | 16Д100.37СБ | ВК | см. п.4.1.8 | Ключ для гаек крепления упорных подшипников и шестерен воздуходувки. (Прил. 18 рис П14) | Повреждения резьбы. | см. п.4.1.8 | |
| 12. | Снять два установочных винта с гнезд подшипников. | 16Д100.37СБ | ВК | см. п.4.1.8 | Отвертка | Повреждения резьбы. | см. п.4.1.8 | |
| 13. | Вынуть из гнезд обоймы с радиально-упорными шарикоподшипниками. | 16Д100.37СБ | ВК | Отсутствие видимых механических повреждений | Трещины в обойме | Заменить обойму. | ||
| 14. | Снять два контрольных штифта фиксации положения плиты | 16Д100.37СБ | ВК | Целостность штифтов | Плоскогубцы | Обломы, смятие штифтов | Заменить штифты | |
| 15. | Отвернуть гайки крепящие заднюю плиту к корпусу. | 16Д100.37СБ | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 16. | Выпрессовать радиально-упорные подшипники из обойм и проставочные кольца. | 16Д100.37СБ | Выколотка медная, молоток слесарный | |||||
| 17. | Снять с валов регулировочные кольца. | 16Д100.37СБ | ||||||
| 18. | Регулировочные кольца и проставочные кольца уложить на стеллаж, снабдив указанием о принадлежности к данному валу, | 16Д100.37СБ | Стеллаж | |||||
| 19. | Снять трубки, подводящие масло к подшипникам и штуцер. | 16Д100.37СБ | Набор г/к | |||||
| 20. | Зачалить плиту за ребра и снять ее. | 16Д100.37СБ | Кран-балка, трос г/п 1 т. | |||||
| 21. | Вынуть рабочие колеса из корпуса, для чего поочередно ввернуть рым в конец вала рабочего колеса и вынуть его из корпуса. | 16Д100.37СБ | Подъемник, рым для выемки рабочего колеса воздуходувки (Прил. 18 рис П14) | |||||
| 22. | Уложить рабочие колеса шейками на деревянные козлы. | Козлы деревянные | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 23. | Установить корпус воздуходувки на днище. | Кран – балка, трос г/п 1,5 т. | ||||||
| 24. | Снять трубки подвода масла к опорным подшипникам и трубки смазки шестерен. | 16Д100.37СБ | Набор г/к | |||||
| 25. | При необходимости снять переднюю плиту, для чего снять контрольные штифты передней плиты и отвернуть гайки крепления передней плиты к корпусу | 16Д100.37СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п. 4.1.8 | |
| 3.2.6.3. Осмотр деталей воздуходувки после разборки. | ||||||||
| 1. | Промыть все детали керосином или дизельным топливом. | 16Д100.37СБ | Дизельное топливо или керосин, ветошь безворсовая. | |||||
| 2. | Осмотреть рабочие колеса, корпус, торцевые плиты. | 16Д100.37СБ | ВК | Отсутствие забоин и задиров на рабочих поверхностях деталей. | Бумага наждачная (стеклянная), шабер. | Забоины, задиры. | Зачистить или пришабрить забоины, задиры. Рабочие колеса - заменить. | |
| 3. | Прочистить жиклерные отверстия в штуцерах. | 16Д100.37СБ | Мягкая проволока (вязальная Æ 1 мм), ветошь безворсовая. | |||||
| 4. | Если перед разборкой воздуходувки осевой разбег рабочего колеса превышает 0,15 мм, необходимо уменьшить толщину проставочного кольца между внутренними обоймами шарикоподшипников, доведя его до паспортной величины. | 16Д100.37СБ | ВК, ИК | Непараллельность торцов проставочного кольца допускается не более 0,03 мм. | Микрометр МК 25 – 1 | Общее уменьшение проставочного кольца в эксплуатации допускается не более 0,5 мм, после чего комплект радиально-упорных подшипников подлежит замене. | ||
| 5. | Осмотреть уплотнительные кольца. | 16Д100.37СБ | ВК, ИК | Целостность, износ не более 2мм. | Микрометр МК 25 – 1 | Износ выше нормы, поломка. | Заменить кольца. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 6. | Осмотреть шпоночный узел. | 16Д100.37СБ | ВК, ИК | Зазор между шпонками и стенками паза в шестернях - не более 0,03 мм. Плотная посадка шпонок в пазах валов. | Набор щупов №2 | Увеличенные зазоры, излом и смятие шпонки, выработка шпоночного паза. | Заменить нормальные шпонки на специальные, при этом обеспечить посадку шпонок в пазах: ВАЛ - с натягом от 0 до 0,05мм (предварительно зачистить шпоночные пазы в валах); ШЕСТЕРНИ - посадку шпонок в пазах шестерен с зазорами от 0 до 0,03мм. | |
| 7. | Проверить диаметральный зазор (люфт) в роликоподшипнике. | 16Д100.37СБ | ВК, ИК | Зазор - не более 0,2мм. | Свинцовая обжимка, микрометр МК 25 – 1 или микрометрическая головка, штатив, спец. приспособление. | Увеличенный зазор | Заменить роликоподшипник. | |
| ПРИМЕЧАНИЕ: Верхнее и нижнее рабочие колесами координационные шестерни воздуходувки представляют собой невзаимозаменяемый комплект. Замена любой детали комплекта не допускается. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.6.4. Сборка воздуходувки. | ||||||||
| 1. | Смазать основные детали дизельным маслом. | 16Д100.37СБ | Масло дизельное, перчатки резиновые. | |||||
| 2. | Заменить бумажные прокладки между корпусом и торцовыми плитами. | 16Д100.37СБ | ВК, ИК | Отверстия в плитах для слива масла из задней части воздуходувки не должны быть перекрыты. Суммарная толщина прокладок с каждой стороны корпуса не должна отличаться от указанной в паспорте более чем на 0,05 мм. | Микрометр МК 25 – 1 | |||
| 3. | Установить корпус задним торцем на подставки и установить переднюю плиту на шпильки корпуса. | 16Д100.37СБ | Подставки, кран – балка, строп г/п 1 т. | |||||
| 4. | Установить контрольные штифты, затянуть и зашплинтовать гайки крепления передней плиты к корпусу. | 16Д100.37СБ | ВК, ИК | Плотная посадка штифтов. | Набор г/к, плоскогубцы, молоток, медная выколотка, микрометр. | Свободная посадка шплинта | Подобрать шплинт по посадке. | |
| 5. | Установить трубки подвода масла к опорным подшипникам и трубки смазки шестерен. | 16Д100.37СБ | Набор г/к | |||||
| 6. | Установить воздуходувку передней плитой на подставки. | 16Д100.37СБ | Кран – балка, строп г/п 1,5 т, подставки | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7. | Установить поочередно верхнее и нижнее рабочие колеса в расточки корпуса. | 16Д100.37СБ | ВК | Лопасть нижнего рабочего колеса с меткой “0” должна быть установлена во впадине верхнего рабочего колеса, на которой выбита та же метка “0”. При установке рабочих колес в корпус обратить внимание на предохранение уплотнительных колец от поломки. | Кран - балка, рым для выемки рабочего колеса воздуходувки (Прил. 18 рис П14) | |||
| 8. | Установить заднюю плиту к корпусу воздуходувки, заштифтовать контрольными штифтами, затянуть гайки крепления плиты к корпусу | 16Д100.37СБ | ВК | Обратить внимание на предохранение уплотнительных колец от поломки. | Набор г/к, кран – балка | |||
| 9. | Установить на валы регулировочные кольца. | 16Д100.37СБ | ВК | Проверить принадлежность кольца к определенному валу. | ||||
| 10. | Запрессовать радиально-упорные шарикоподшипники вместе с проставочными кольцами в обоймы, установить их на соответствующие валы и затянуть установочные винты в гнездах подшипников. | 16Д100.37СБ | Отвертка, приспособление для запрессовки подшипников. | |||||
| 11. | Затянуть внутренние обоймы шарикоподшипников, болтами (грибками) и конструкционными винтами. | 16Д100.37СБ | Отвертка, набор г/к. | |||||
| 12. | Установить упорные шайбы совместно с прокладками, стоявшими под ними. | 16Д100.37СБ | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 13. | Ввернуть штуцера сливных трубок в торцевые плиты. | 16Д100.37СБ | ВК | Отсутствие перекоса штуцеров | Набор г/к | Закусывание резьбы | Разобрать и собрать резьбовые соединения. | |
| 14. | Установить сливные масляные трубки. | 16Д100.37СБ | ВК | Отсутствие видимых повреждений | ||||
| 15. | Установить трубки, подводящие масло к подшипникам и штуцер. | |||||||
| 16 | Установить заднюю крышку воздуходувки. | ВК | Кран – балка, трос г/п 1,5 т. | |||||
| 17 | Установить воздуходувку на днище. | |||||||
| 18 | Затянуть гайки крепления внутренней обоймы роликоподшипников на верхнем и нижнем валах. | |||||||
| После затяжки гайки крепления подшипников – законтрить винтами. | ВК | Винты затянуть так, чтобы прорезь в гайках была не более 0,8 мм в местах заворачивания винтов, затем винты закернить для стопорения от самоотворачивания. | ||||||
| 19 | Напрессовать на валы координационные шестерни совместно с приводной шестерней. Координационные шестерни должны напрессовываться одновременно. | ВК | Зуб ведущей (нижней) шестерни, имеющей отметку «0» должен входить во впадину ведомой верхней шестерни, имеющей отметку 0-0. | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 19 продолжение | При сборке обеспечить правильную затяжку гаек, крепящих шестерню и подшипники воздуходувки. Законтрить гайки крепления шестерен болтами, вворачивающимися в специальные отверстия валов с левой резьбой. Болт с гайкой соединяются между собой винтом М10 L=18 мм | Затяжку гаек производить моментом 80 – 100 кгм. (усилием примерно 67 кг на ключе с длиной рукоятки ≈ 1,5 м.) | Специальный торцовый динамометрический ключ. | |||||
| 20 | Установить наружную масляную трубку к опорно – упорным подшипникам. | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 21 | После сборки проверить зазоры: 1. Между лопастями рабочих колес и корпусом; 2. Колесами и корпусом; 3. Колесами и торцевыми плитами. | ИК | 1. Радиальный зазор между лопастями рабочих колес и корпусом. min - 0,65 мм; max - 0,95мм; брак – не менее 0,55; не более 1,0. 2. Осевой зазор между рабочим колесом и плитой опорного подшипника: min - 0,7 мм; max - 0,85мм; брак – не менее 0,6; не более 1,0. Осевой зазор между рабочим колесом и плитой упорно - опорного подшипника: min - 0,7 мм; max - 0,85мм; брак – не менее 0,6; не более 0,95. | Набор щупов №2 | Значение зазоров находятся вне пределов допуска. | Произвести необходимые регулировки. | ||
| 22 | Проверить осевой разбег рабочих колес. | ИК | Осевой люфт рабочих колес: min - 0,0 мм; max - 0,05 мм; брак – люфт до 0,15. | Набор щупов №2 | Значение люфта более 0,05 мм. | Произвести необходимые регулировки. | ||
| 23 | Проверить легкость вращения рабочих колес. | ВК | Рабочие колеса должны проворачиваться плавно, без заеданий, усилием одной руки, приложенным к гайке крепления шестерни. | Заедание рабочих колес при провороте. | Произвести разборку и сборку воздуходувки, | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.6.5. Установка воздуходувки. | ||||||||
| 1. | Поднять воздуходувку за рым-болты на верхней крышке воздуходувки и, передвигая в осевом направлении, ввести в зацепление шестерню привода с шестерней привода воздуходувки. | 16Д100.37СБ. рис 2.3.8 | Кран - балка, трос г/п 1,5 т. | |||||
| 2. | Установить контрольные штифты блока, фиксирующие положение воздуходувки. | 16Д100.37СБ | ||||||
| 3. | Затянуть болты и гайки на шпильках внутри продувочного ресивера и на шпильках крепления воздуходувки к блоку. | 16Д100.37СБ | Набор г/к | |||||
| 4. | Затянуть болты крепления воздуходувки с верхней крышкой блока. | 16Д100.37СБ | Набор г/к | |||||
| 5. | Проверить боковой зазор в зубьях шестерен привода воздуходувки. | 16Д100.37СБ | ИК | Боковой зазор между зубьями координационных шестерен: min - 0,02 мм; max - 0,2 мм; брак – до 0,4 мм, разность зазора не более 0,1 мм. | Рычаг, штатив, индикатор часового типа ИЧ 10. | Несоответствие бокового зазора | Произвести необходимые регулировки. | |
| 6. | Присоединить трубки, подводящие масло от верхнего масляного коллектора к воздуходувке через крайний смотровой лючок со стороны воздуходувки | 16Д100.37СБ; 15Д100.20СБ-2 | Набор г/к | |||||
| 7. | Установить патрубки, соединяющие нагнетательные окна воздуходувки с воздухоохладителями. | 16Д100.37СБ | Набор г/к | |||||
| 8. | Установить воздухоподводящие патрубки на впускные кольца. | Набор г/к | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.7. Привод воздуходувки. | ||||||||
|
| ||||||||
| Рис. 2.3.10. Привод воздуходувки 1 – ступица; 2 – втулка; 3 – сухарь; 5 и 6 – шестерни; 7 – опорный диск; 8 – втулка. | ||||||||
| 3.2.7.1. Замена пружин шестерни привода при снятой воздуходувке. | ||||||||
| 1. | Расшплинтовать и отвернуть гайки с сухарей со стороны опорного диска. | Д100.35.101СБ-1 | ВК | см. п. 4.1.8 | Набор г/к, плоскогубцы | Повреждения резьбы. | см. п. 4.1.8 | |
| 2. | Спрессовать опорный диск тремя отжимными болтами М12×1,75, вворачивая в резьбовые отверстия опорного диска. | Д100.35.101СБ-1 | ВК | Плавный, без образования задиров сход с посадочной поверхности | Набор ключей гаечных, бумага наждачная | Образование задиров на посадочной поверхности диска | Шлифовать | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3. | Для замены сломанных пружин 1. При снятом опорном диске между зубчатым венцом шестерни 5 и блоком ввести медную планку, препятствующую провороту шестерни 5 при повороте коленчатого вала. 2. Вращением валоповоротного механизма повернуть верхний коленчатый вал вместе со ступицей 1 до полного сжатия одной половины пружин и разжатия другой. 3. Удалить сломанные пружины. В местах расположения сломанных пружин осмотреть состояние сухарей, дисков, ступицы. 4. Заменить сломанные пружины новыми, предварительно сжав каждую из них струбциной. 5. Повернуть коленчатый вал в исходное положение и убрать медную планку. | Д100.35.101СБ-1 Рис. 2.3.9. | ВК | Повреждение поверхностей. | Валоповоротное устройство, медная планка, шабер, шлифовальная шкурка, струбцина. | Повреждение поверхностей. | Поврежденные поверхности исправить зачисткой выступающих задиров. | Если валоповоротным механизмом воспользоваться нельзя или верхний коленчатый вал снят с дизеля, то допускается использовать болт с высокой гайкой. Болт с гайкой вставляется около пружины между сухарем и ступицей так, что головка болта упирается в ступицу а гайка в сухарь. Отворачиванием гайки сжимается одна половина пружин и разжимается другая. |
| 4. | Установить опорный диск, обеспечив совпадение на шестерне и диске меток «0» и закрепить его гайками. | ВК | Совпадение на шестерне и диске меток «0». | Набор г/к. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.7.2. Демонтаж и монтаж привода. | ||||||||
| 1. | Демонтировать ведомую шестерню привода с дизеля вместе с воздуходувкой. | Д100.35.101СБ-1 | Кран – балка, строп г/п 1,5 т. | Ведомая шестерня привода демонтируется с дизеля вместе с воздуходувкой | ||||
| 2. | Снять ведомую шестерню с вала воздуходувки. | Д100.35.101СБ-1 | ВК | Целостность шестерни | Приспособление для снятия ведомой шестерни. (Прил. 18 рис П 16) | Сколы, выкрашивания зубьев шестерни | Заменить шестерню. | |
| 3. | Отвернуть гайки крепления и снять торцевой диск верхнего коленчатого вала. | Д100.35.101СБ-1 | Набор г/к | |||||
| 4. | При помощи приспособления спрессовать ведущую шестерню с цапфы коленчатого вала. | Д100.35.101СБ-1 | ВК | Плавный, без образования задиров, сход шестерни; целостность шестерни | Приспособление для снятия ведущей шестерни (Прил. 18 рис П 15), бумага наждачная | Сколы, выкрашивание зубьев шестерни, трещины на ступице шестерни. Задиры на цапфе вала. | Заменить шестерню. Шлифовка цапфы | |
| 5. | Монтаж привода воздуходувки производить в порядке обратном демонтажу. Перед установкой на коленчатый вал нагреть ведущую шестерню до температуры не более 120 С. | Д100.35.101СБ-1 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.8. СИСТЕМА УПРАВЛЕНИЯ | ||||||||
| 1. | Поднять и закрепить шток сервомотора в верхнем крайнем положении, отсоединив от рычага регулятора | 15Д100.22СБ; 7Д100.36СБ-1 | ВК | Ось должна заходить в отверстия свободно от руки | Плоскогубцы, молоток слесарный | Ось соединения серьги рычага регулятора со штоком сервомотора удаляется с большим усилием. | Отрегулировать положение рычага регулятора длинной вертикальной тяги с помощью соединительной муфты | |
| 2. | Снять крышку стороны управления | 15Д100СБ-1 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. Износ прокладки | см. п.4.1.8 Заменить прокладку | |
| 3. | Проверить установку коромысла подачи топлива с тягами управления | 15Д100СБ-1 | ВК | |||||
| 4. | Отсоединить от коромысла тяги управления | 15Д100.22СБ; 7Д100.36СБ-1 | ВК | Отсутствие люфта, коромысло должно легко поворачиваться на подшипниках | Плоскогубцы | Износ пальца соединения | Заменить палец | |
| 5. | Отсоединить от коромысла стопорные тяги | 15Д100.22СБ; 7Д100.36СБ-1 | ВК | см. п. 4.1.8 | Набор г/к, плоскогубцы | Повреждения резьбы. | см. п.4.1.8 | |
| 6. | Отсоединить поводки от реек топливных насосов | 10Д100.27СБ | ВК | см. п. 4.1.8 | Набор г/к, плоскогубцы | Повреждения резьбы. | см. п.4.1.8 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7. | Проверить легкость и плавность перемещения тяг управления | 15Д100.22СБ; 7Д100.36СБ-1 | ВК | Тяга по всей длине ее хода не должна касаться стенок блока, кронштейнов штуцеров слива топлива топливных насосов или труб выхода воды из гильз- цилиндров. | Х/б перчатки | 1.заедание тяг управления 2.отсутствие поворота роликов | Заменить ролики | |
| 8. | Соединить коромысло с тягами управления | 15Д100.22СБ; 7Д100.36СБ-1 | ВК | отсутствие люфта, коромысло должно легко поворачиваться на подшипниках | Плоскогубцы | износ пальца соединения | заменить палец | |
| 9. | Соединить коромысло со стопорной тягой | 15Д100.22СБ; 7Д100.36СБ-1 | ВК | см. п.4.1.8 | Набор г/к, плоскогубцы | Повреждения резьбы. | см. п.4.1.8 | |
| 10. | Проверить легкость движения всей рычажной передачи (через рычаг регулятора) | 15Д100.22СБ; 7Д100.36СБ-1 | ВК | отсутствие заеданий, передача должна двигаться плавно без рывков | Х/б салфетки, смазочное масло груз 5 кг | заедание в отдельных элементах передачи | очистить и смазать шарнирные соединения | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 11. | Проверить суммарный люфт в месте присоединения штока сервомотора к рычагу регулятора (предварительно закрепив одну из тяг управления) | 7Д100.36СБ-1 | ВК, ИК | допустимый люфт не более 0,3 мм | Индикатор | Люфт больше установленной нормы | заменить соединительную ось | |
| 12. | Соединить рейки ТНВД с поводками тяг управления | 10Д100.27СБ | ВК, ИК | палец должен легко входить во втулку, втулка должна легко поворачиваться вокруг своей оси, между торцом пальца поводка и рейкой должно быть 1-2 мм, палец не должен выступать за контур диска втулки. | Набор щупов | Палец тяжело входит в поводковую втулку | заменить или обточить палец поводка или втулку | |
| 13. | Проверить легкость движения всей рычажной передачи с включенными рейками ТНВД (вместо соединения штока сервоматора к рычагу регулятора) | 15Д100.22СБ; 7Д100.36СБ-1 | ВК | отсутствие заеданий, передача должна перемещаться легко без рывков | Груз 5 кг х/б салфетки | Заедание в отдельных элементах передачи | очистить и смазать шарнирные соединения передачи | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 14. | Поднять рычаг регулятора вверх до начала сжатия пружины стопорной тяги и закрепить рычаг в этом положении | 15Д100.22СБ; 7Д100.36СБ-1 | упорное устройство | |||||
| 15. | УСТАНОВИТЬ РУКОЯТКУ УПРАВЛЕНИЯ В ПОЛОЖЕНИЕ “СТОП” | |||||||
| 16. | Произвести замер расстояния между фланцем поводковой втулки рейки и обработанной поверхностью корпуса первого правого ТНВД | 10Д100.27СБ | ВК, ИК | 1.требуемый размер должен быть 52 0,3мм 2.при этом на первом левом ТНВД должен быть обеспечен размер 52 0,5мм | штангенциркуль, г.к. на 17, прокладки, плоскогубцы, стальная проволока. | необходимый размер не обеспечен | регулировку размеров производить болтом “В” (рис.134 ИЭ 15Д100, часть 2) или изменением количества прокладок под кронштейн коромысла | проверить, что рейка первого ТНВД расположена так, что стрелка на насосе указывает 1 1,5 деления, считая от первой риски |
| 17. | УСТАНОВИТЬ РУКОЯТКУ УПРАВЛЕНИЯ В ПОЛОЖЕНИЕ “РАБОТА” | |||||||
| 18. | Снять защелку “Б” автомата выключения | рычаг | рис.135, инструкции по эксплуатации (ИЭ) ДГ 15Д100 часть 2. | |||||
| 19. | Проверка установки тяг управления под воздействие рычага “Ю” | ВК | стрелка на насосе первого правого цилиндра должна указывать 1¸1.5 деления, считая слева от первой риски | плоскогубцы, г/к на “19” и “24” | не обеспечилась необходимая установка | произвести регулировку хода поршня автомата положением гаек “Ж”, после чего гайки законтрить и зашплинтовать | рис.134,во время проверки рычаг регулятора должен быть поднят вверх не более чем до начала сжатия пружины стопорной тяги | |
| 20. | Установить поршень автомата выключения на защелку | рукоятка взвода автомата выключения | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 21. | Рычагом регулятора поставить коромысло на упор ограничения максимальной подачи топлива | упорное устройство | ||||||
| 22. | Замерить зазоры “К” между упорами реек ТНВД и корпусами | ВК | Величины зазоров не должны отличаться друг от друга более чем на 0,3 мм | набор щупов | рис.136, ИЭ ДГ 15Д100 часть 2 | |||
| 23. | Соединить серьгой шток сервомотора с рычагом | 7Д100.36СБ-1 | ВК | серьга должна свободно, без заеданий размещаться в пазах вилок штока и рычага | плоскогубцы | заедание серьги в пазах вилок штока и рычага | установка (снятие) регулировочных прокладок под кронштейн рычага регулятора | |
| 24. | УСТАНОВИТЬ РУКОЯТКУ УПРАВЛЕНИЯ В ПОЛОЖЕНИЕ “СТОП” | |||||||
| 25. | Убедиться, что при выбранном люфте в рычажной системе ось, соединяющая серьгу рычага регулятора со штоком сервомотора легко заходит в отверстие | ВК | ось должна входить в отверстие от руки | заедание оси | при необходимости произвести регулировку положения рычага регулятора при помощи соединительной муфты | |||
| 26. | УСТАНОВИТЬ РУКОЯТКУ УПРАВЛЕНИЯ В ПОЛОЖЕНИЕ “РАБОТА” | |||||||
| 27. | Убедиться в надлежащем указании стрелки первого правого ТНВД | ВК | стрелка ТНВД должна указывать 1 1,5 деления, считая слева от первой риски | плоскогубцы | несовпадение показаний | произвести повторную регулировку соединения рычага регулятора со штоком сервоматора | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 28. | Проверить зазор между грузом предельного регулятора и рычагом | ВК | зазор должен быть равен 1,4¸1,6 мм | набор щупов, г.к. на “17” | зазор не соответствует допустимому значению | изменить длину тяги | рис.122, ИЭ ДГ15Д100 (часть 2) | |
| 29. | Проверить зазор между хвостовиком рычага и кронштейном | ВК, ИК | зазор должен быть не менее 4 мм | набор щупов | зазор менее необходимого | произвести замену пружины | рис.122, ИЭ ДГ15Д100 (часть 2) | |
| 30. | Установить крышку стороны управления | ВК | см. п.4.1.8 | Набор ключей гаечных, плоскогубцы | Повреждения резьбы. | см. п.4.1.8 | ||
| 31. | Снять крышку смотрового люка | ВК | см. п.4.1.8 | Набор ключей гаечных, плоскогубцы | Повреждения резьбы. | см. п.4.1.8 | ||
| 32. | Установить поршень автомата на защелку | рукоятка взвода автомата выключения | ||||||
| 33. | Проверить зазор между кулачком вала аварийного выключения и роликом защелки | ВК, ИК | зазор составляет 1¸3 мм | набор щупов | несоответствие зазора с допустимым | замена ролика | рис.123, ИЭ ДГ15Д100 (часть 2) | |
| 34. | Установить крышку смотрового люка | см. п.4.1.8 | Набор ключей гаечных, плоскогубцы | Повреждения резьбы. | см. п.4.1.8 | |||
| 35. | ПРОВЕРИТЬ ДЕЙСТВИЕ КНОПКИ АВАРИЙНОГО ВЫКЛЮЧЕНИЯ | |||||||
| 36. | УСТАНОВИТЬ РУКОЯТКУ УПРАВЛЕНИЯ В ПОЛОЖЕНИЕ “РАБОТА” | |||||||
| 37. | Поднять шток сервомотора | |||||||
| 38. | КНОПКОЙ АВАРИЙНОГО ВЫКЛЮЧЕНИЯ ОСВОБОДИТЬ ЗАЩЕЛКУ АВТОМАТА | |||||||
| 39. | Проверить показание стрелки ТНВД | ВК | стрелка ТНВД должна указывать 1 1,5 деления, считая слева от первой риски | плоскогубцы | несовпадение показаний | произвести повторную регулировку соединения рычага регулятора со штоком сервоматора | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 40. | Проверить установку кулачка конечного выключателя | ВК, ИК | при выключенном автомате смещение риски на кулачке относительно оси штока выключателя не должно превышать 0,5 мм | набор щупов г.к. “12” | смещение больше допустимого | изменения положения кулачка | выключатель находится рукоятки взвода автомата | |
| 41. | Проверить величину хода ролика выключателя | ВК, ИК | ход ролика выключателя при срабатывании автомата должен быть равен 3±0,5 мм | индикатор | изменение хода ролика | провести регулировку | ||
| 42. | Проверить зазор между стержнем конечного выключателя и штоком его привода | ВК, ИК | зазор должен быть в пределах 0¸0,3мм | Набор щупов | зазор входит в установленные пределы | изменения положения конечного выключателя | конечный выключатель расположен под корпусом сектора ручного управления | |
| 43. | ПРОВЕРИТЬ РАБОТУ ПУСКОВОГО СЕРВОМОТОРА | |||||||
| 44. | Подать воздух к угольнику крышки корпуса | ВК | давление воздуха Б-10кг/см2 | манометр | ||||
| 45. | Проверить величину перемещения вверх штока сервомотора подвешиванием к серьге штока сервомотора груза 5 кг. | ВК, ИК | перемещение должно быть не менее 15 мм от крайнего нижнего положения | линейка | изменение величины перемещения | регулировка сжатия пружины сервомотора | проверять на неработающем дизеле | |
| 46. | Запустить дизель | |||||||
| 47. | Произвести проверку регулировки предельного регулятора оборотов | ВК, ИК | 860 - 900 об/мин. | тахометр | обороты выше (ниже) предельных | вворачивание или выворачивание регулированного болта. Поворот болта на 1/4 оборота (один щелчок) изменяет срабатывание регулятора на 10 об/мин | для повышения оборотов регулировочный болт необходимо вворачивать | |
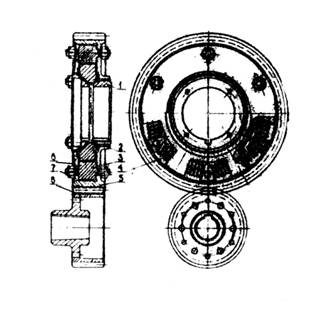
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| 3.2.9. Торсионный вал вертикальной передачи. | ||||||||||
| 3.2.9.1. Снятие торсионного вала при демонтированном верхнем коленчатом вале. | ||||||||||
|
| Рис. 2.3.11. Вертикальная передача. 1 – нижний корпус; 2, 17, 20 и 27 – гайки; 3 – торсионный вал; 4 – болт; 5 и 24 – радиально – упорные шарикоподшипники; 6 и 7 – регулировочные кольца; 8 – малая коническая шестерня; 9 – большая коническая шестерня; 10 и 12 – регулировочные прокладки; 11 и 25 – роликоподшипники; 13 – распорная втулка; 14 – верхний вал; 15 – верхний корпус; 16 и 23 – нажимные фланцы; 18 – ступица; 19 – конический штифт; 21 – шлицевая муфта; 22 – шлицевая втулка; 26 - нижний вал | |||||||||
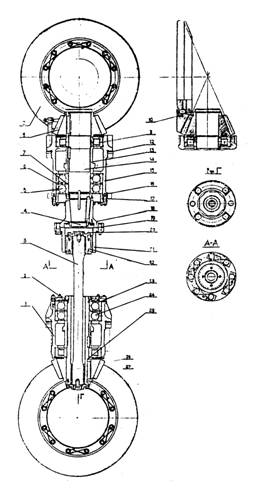
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. | Отвернуть гайки крепления корпуса 15 верхнего вала вертикальной передачи к блоку. | 10Д100.08.СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 2. | Снять узел верхнего вала за два рым–болта, установленных в резьбовые отверстия М16 ×1,5 в торце вала 14. | 10Д100.08.СБ | Кран - балка, трос г/п 1 т | |||||
| 3. | Отсоединить торсионный вал 3 в нижней головке, для чего снять болты, предварительно отогнув стопорные планки и снять гайку 27. | 10Д100.08.СБ | Набор г/к, плоскогубцы, отвертка | |||||
| 4. | Вынуть торсионный вал 3 вместе со втулкой 22. | 10Д100.08.СБ | ||||||
| 5. | Снять втулку 22, отвернув болты и гайку 20. | 10Д100.08.СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 6. | Осмотреть торсионный вал | 10Д100.08.СБ | ВК, ИК | Целостность вала, проверить шлицы и другие посадочные поверхности вала, произведя все необходимые замеры. | Бумага наждачная, набор щупов № 2, микрометр МК25-1, штангенциркуль. | Забоины, трещины любого вида. Размеры, микро и макрогеометрия поверхностей вала не соответствуют требованиям чертежа. | Заменить вал Шлифовать вал Заменить вал | |
| 7. | На торсионный вал установить втулку, гайку, стопорные планки и болты. | 10Д100.08.СБ | Набор г/к | Стопорные планки установить новые. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 8. | Установить торсионный вал вместе с втулкой и соединить с нижним валом гайкой и болтами. | 10Д100.08.СБ | Набор г/к | |||||
| 9. | Установить узел верхнего вала, обеспечив сочленение в шлицевом соединении. | 10Д100.08.СБ | Кран – балка, строп г/п 0,5 т. | |||||
| 3.2.9.2. Снятие торсионного вала при установленном верхнем коленчатом вале. | ||||||||
| 1. | Отсоединить муфту 21 от ступицы 18, сняв болты 4 и штифты 19 и опустить муфту на нижний вал. | 10Д100.08.СБ рис 2.3.11. | ВК | см. п.4.1.8. | Набор г/к, плоскогубцы | Повреждения резьбы. | см. п.4.1.8 | |
| 2. | Отсоединить втулку 22 от верхней головки торсионного вала, отвернув болты и гайку 20. Опустить втулку на нижний вал. | 10Д100.08.СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 3. | Отсоединить торсионный вал 3 в нижней головке, отвернув болты и гайку 27. | 10Д100.08.СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 4. | Отвернуть гайки крепления узла нижнего вала к блоку | 10Д100.08.СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 5. | Поднять вверх узел нижнего вала (не поднимая торсионный вал) и наклонить его до положения, позволяющего вынуть торсионный вал в картер. | 10Д100.08.СБ | Кран - балка | |||||
| 6. | Вынуть торсионный вал 3 через картер или через боковой люк вертикальной передачи. | 10Д100.08.СБ | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7. | Осмотреть торсионный вал. | 10Д100.08.СБ | ВК, ИК | Целостность вала, проверить шлицы и другие посадочные поверхности вала, произведя все необходимые замеры. | Бумага наждачная, набор щупов № 2, микрометр МК25-1, штангенциркуль. | Забоины, трещины любого вида. Размеры, микро и макрогеометрия поверхностей вала не соответствуют требованиям чертежа. | Заменить вал Шлифовать вал Заменить вал | |
| 8. | Завести через картер или боковой люк вертикальной передачи торсионный вал в узел нижнего вала. | |||||||
| 9. | Установить узел нижнего вала и притянуть его гайками к блоку. | 10Д100.08.СБ | Кран - балка, набор г/к | |||||
| 10. | Соединить нижнюю головку торсионного вала 3 с валом 26 гайками 27 и болтами. | 10Д100.08.СБ | Набор г/к | |||||
| 11. | Присоединить муфту 21 к ступице 16 двумя штифтами и 4-мя болтами 4. | 10Д100.08.СБ | Набор г/к | Штифты установить на прежние места согласно меткам. | ||||
| 12. | Ввести втулку 22 в зацепление по шлицам с торсионным валом 3 и муфтой 21. | 10Д100.08.СБ | Шлицы втулки не входят в шлицы муфты | Поворачивая втулку по окружности, найти положение, при котором втулка 22 входит в шлицы торсионного вала 3 и муфты 21 одновременно. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 13. | В выбранном положении метить краской один зуб втулки 22 и сопряженную с ним впадину муфты 21. | 10Д100.08.СБ | Маркер, краска | |||||
| 14. | Отсоединить муфту 21 от ступицы 18, и опустить муфту вниз, не опуская вниз втулку. | 10Д100.08.СБ | Набор г/к | |||||
| 15. | Затянуть гайку 20 до упора в бурт торсионного вала 3 и дотянуть до совпадения отверстий на гайке с резьбовыми отверстиями на втулке. | 10Д100.08.СБ | ВК | Совпадения отверстий на гайке с резьбовыми отверстиями на втулке. | Набор г/к | |||
| 16. | Установить стопорные планки и болты. Концы планок отогнуть на головки болтов. | 10Д100.08.СБ | Плоскогубцы | |||||
| 17. | Поднять муфту 21 и соединить ее со ступицей 18 четырьмя штифтами 19 и восемью болтами 4, установив под болты стопорные планки. | 10Д100.08.СБ | Набор г/к | |||||
| 18. | После установки торсионного вала. Проверить правильность установки опережения нижнего коленчатого вала и при необходимости отрегулировать ее, как указано в р. 4.2.1 | 10Д100.08.СБ | ||||||
| 19. | Законтрить болты проволокой. | 10Д100.08.СБ | Проволока вязальная, плоскогубцы, кусачки | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.10. ВОЗДУХОРАСПРЕДЕЛИТЕЛЬ. | ||||||||
| 3.2.10.1. Снятие воздухораспределителя с дизеля. | ||||||||
| 1. | Вывернуть болты крепления крышки смотрового люка и снять крышку. | 15Д100СБ-1 | ВК | Отсутствие трещин, рисок, вмятин | Набор г/к, лупа, кран – балка, трос г/п 0,5 т. | 1. Трещины в крышке. 2. Вмятины. | 1. Заменить крышку. 2. Шабрить прилегающие поверхности. | |
| 2. | Отсоединить от воздухораспределителя все трубы. Обвязать концы труб для предохранения их от загрязнений и повреждений. | 15Д100СБ-1 | Набор г/к, шпагат, бумага (ветошь) | |||||
| 3. | Отвернуть гайки и снять прецизионные болты крепления воздухораспределителя к блоку. | 15Д100СБ-1 | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | Заменить прецизионные болты | Болты не обезличивать с тем, чтобы поставить их на прежние места. |
| 3.2.10.2. Разборка воздухораспределителя. | ||||||||
| 1. | Отвернуть упорные гайки. | ИЭ 15Д100, Ч.2 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 2. | Вынуть плунжеры и пружины. | ИЭ 15Д100, Ч.2 | ВК | Целостность пружин | Облом, просадка пружин | Заменить пружину | Плунжеры и пружины не обезличивать. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.10.3. Осмотр воздухораспределителя. | ||||||||
| 1. | Очистить и промыть дизельным топливом детали. Особое внимание обратить на чистоту притертых поверхностей плунжеров, втулок и внутренней полости корпуса. | ИЭ 15Д100, Ч.2 | ВК | Дизельное топливо, безворсовая ветошь. Для очистки притертых поверхностей втулки и плунжера пользоваться мягкой папиросной бумагой, не имеющей волокон и глянца. | Не прикасаться руками к притертым поверхностям втулки и плунжера. | |||
| 2. | Осмотреть плунжер и втулку. | ИЭ 15Д100, Ч.2 | ВК | Плунжер должен свободно, без заеданий перемещаться во втулке под собственным весом при любом повороте плунжера вокруг его оси. | Медная выколотка, пресс механический - для замены втулки, лупа. | Трещины любого размера и расположения. Мелкие риски и натиры | Заменить плунжер Прошлифовать и притереть, при значительных повреждениях – заменить весь комплект | Плунжер и втулка притерты друг к другу и могут заменяться только комплектно. Для замены - выпрессовать втулку и поставить новую. |
| 3.2.10.4. Сборка воздухораспределителя. | ||||||||
| 1. | Промыть плунжер и втулку в отфильтрованном дизельном топливе и смазать дизельным маслом. | ИЭ 15Д100, Ч.2 | Топливо дизельное отфильтрованное, масло дизельное. Бак для промывки деталей. Мягкая папиросная бумага. | |||||
| 2. | Установить плунжеры и пружины на прежние места. | ИЭ 15Д100, Ч.2 | ||||||
| 3. | Установить и затянуть упорные гайки. | ИЭ 15Д100, Ч.2 | Набор г/к | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.10.5. Установка воздухораспределителя на дизель. | ||||||||
| 1. | Установить воздухораспределитель на блок и затянуть прецизионные болты, установив их на прежние места. | 15Д100СБ-1 | Набор г/к | |||||
| 2. | Присоединить все трубопроводы на прежние места. | 15Д100СБ-1 | Набор г/к | |||||
| 3. | Установить крышку отсека управления. | 15Д100СБ-1 | Кран - балка, набор г/к. | |||||
| 3.2.11. Индикаторный кран. | ||||||||
| 3.2.11.1. Снятие индикаторного крана с дизеля. | ||||||||
| 1. | Отвернуть две гайки крепления. | 7Д100.06СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 2. | Вставить между переходником цилиндра и держателем отвертку и вытолкнуть индикаторный кран из переходника. | 7Д100.06СБ | Отвертка. | |||||
| 3. | Закрыть отверстие в переходнике. | Ветошь, шпагат. | ||||||
| 3.2.11.2. Разборка индикаторного крана. | ||||||||
| 1. | Установить держатель в тиски и отвернуть в сборе индикаторный кран. | Набор г/к, тиски слесарные | ||||||
| 2. | Отогнуть ус замковой шайбы, отогнутый на штуцер. | 7Д100.06СБ | Отвертка, плоскогубцы | |||||
| 3. | Отвернуть штуцер и снять шпиндель крана вместе с маховичком. | 7Д100.06СБ | Набор г/к | |||||
| 4. | Отвернуть гайку крепления и снять маховичок.. | 7Д100.06СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.11.3. Осмотр индикаторного крана. | ||||||||
| 1. | Очистить детали от нагара и загрязнений. | 7Д100.06СБ | ВК | Отсутствие загрязнений и нагара | Щетка, керосин, ветошь безворсовая, скребок | Обратить особое внимание на чистоту каналов и полостей. | ||
| 2. | Промыть детали дизельным топливом. | 7Д100.06СБ | Топливо дизельное. Бак для промывки деталей, щетка, безворсовая ветошь, перчатки резиновые. | |||||
| 3. | Осмотреть детали. | 7Д100.06СБ | ВК | На контактных поясках уплотнительных конусов клапанов и их седлах не должно быть забоин, рисок, вмятин и других повреждений. | Лупа | Забоины, риски, вмятины. | Устранить причину повреждений. Проверить плотность наливом дизельного топлива. Заменить кран. | |
| 4. | Осмотреть уплотнительные прокладки под держателем. | 7Д100.06СБ | ВК | Отсутствие повреждений. | Лупа | Повреждения прокладки. | Прокладку заменить. | |
| 3.2.11.4. Сборка индикаторного крана. | ||||||||
| 1. | Ввернуть в штуцер шпиндель. | 7Д100.06СБ | ||||||
| 2. | На шлицевой конец шпинделя насадить маховичок и закрепить его пружинной шайбой и гайкой. | 7Д100.06СБ | Набор г/к | |||||
| 3. | Установить шпиндель в сборе со штуцером и маховичком в корпус индикаторного крана, установив при этом новую замковую шайбу. | 7Д100.06СБ | ||||||
| 4. | Загнуть усик шайбы на грань штуцера. | 7Д100.06СБ | Отвертка, плоскогубцы, молоток. | Допускается использование старой замковой шайбы, если ее поверхность не имеет повреждений. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 5. | Установить индикаторный кран в сборе в держатель. | 7Д100.06СБ | Набор г/к | ||||||
| 3.2.11.5. Установка индикаторного крана на дизель. | |||||||||
| 1. | Установить индикаторный кран в сборе в переходник цилиндра. | 7Д100.06СБ | Рекомендуется медную шайбу заменить новой. | ||||||
| 2. | Завернуть две гайки крепления крана на переходнике. | 7Д100.06СБ | Равномерная затяжка гаек. | Набор г/к | Затяжку гаек производить равномерно | ||||
| 3.2.12. Пусковой клапан. | |||||||||
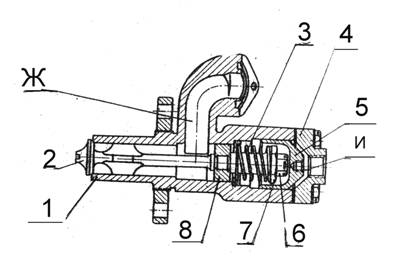 | Рис. 2.3.12. Пусковой клапан. 1 – корпус; 2 – клапан; 3 – пружина; 4 – крышка; 5 – рабочий поршень; 6 – гайка: 7 – тарелка; 8 – уравновешивающий поршень. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.12.1. Снятие пускового клапана с дизеля. | ||||||||
| 1. | Отсоединить от клапана две трубки подвода воздуха | ИЭ 15Д100, Ч.2, рис. 2.3.12 | Набор г/к | |||||
| 2. | Отвернуть гайки крепления клапана к переходнику цилиндра. | ИЭ 15Д100, Ч.2, | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 3. | Вставить между фланцем пускового клапана и переходником отвертку и вытолкнуть пусковой клапан из переходника. | ИЭ 15Д100, Ч.2, | Отвертка | |||||
| 4. | Закрыть отверстие в переходнике. | ИЭ 15Д100, Ч.2, | Ветошь безворсовая, шпагат. | |||||
| 3.2.12.2. Разборка пускового клапана. | ||||||||
| 1. | Отвернуть болты крепления и снять крышку 4. | ИЭ 15Д100, Ч.2, рис. 2.3.12. | ВК | Отсутствие трещин, рисок на базовой поверхности. | Набор г/к | 1. Трещины в крышке. 2. Риски на базовой поверхности | 1. Заменить крышку. 2. Шабрить. 3. Торцевать на станке. | |
| 2. | Вынуть рабочий поршень из корпуса. | ИЭ 15Д100, Ч.2. | ||||||
| 3. | Измерить величину сжатия пружины записать результат. Расшплинтовать и отвернуть гайку 6, снять тарелку 7 и опорную шайбу пружины, пружину 3 и уравновешивающий поршень 8. | ИЭ 15Д100, Ч.2. | ВК | см. п. 4.1.8 | Штангенциркуль, плоскогубцы, отвертка, набор г/к. | 1. Повреждения резьбы. 2. Потеря упругости, облом и деформация пружины. | 1. см. п.4.1.8 2. Заменить пружину. | |
| 4. | Вынуть клапан из корпуса. | ИЭ 15Д100, Ч.2. | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.12.3. Осмотр пускового клапана. | ||||||||
| 1. | Очистить детали от нагара и загрязнений и промыть в дизельном топливе. | ИЭ 15Д100, Ч.2, рис. 2.3.12 | Топливо дизельное, ветошь безворсовая. | Обратить особое внимание на чистоту трущихся поверхностей. | ||||
| 2. | Осмотреть клапан, уравновешивающий поршень и рабочий поршень. | ИЭ 15Д100, Ч.2 | ВК | Клапан должен свободно (без заеданий) перемещаться в корпусе. | Лупа | Затиры, риски, задиры | Прошлифовать, при глубоких рисках, задирах - заменить | |
| 3. | Осмотреть конические уплотнительные поверхности клапана и корпуса. | ИЭ 15Д100, Ч.2. | На поверхностях не должно быть забоин, рисок, вмятин и других повреждений. | Лупа, топливо дизельное | Забоины, риски, вмятины. | Произвести притирку клапана к седлу, проверить плотность наливом дизельного топлива - просачивание не допускается. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.12.4. Сборка пускового клапана. | ||||||||
| 1. | Смазать трущиеся поверхности деталей дизельным маслом. | ИЭ 15Д100, Ч.2, рис. 2.3.12 | Масло дизельное | |||||
| 2. | Установить клапан в корпус. | ИЭ 15Д100, Ч.2. | ||||||
| 3. | Одеть на клапан уравновешивающий поршень 8, опорную шайбу, пружину 3, тарелку 7 и завернуть гайку 6. Проверить величину сжатия пружины по записи до разборки и зашплинтовать гайку. | ИЭ 15Д100, Ч.2. | ВК | Совпадение отверстий под штифт. | Штангенциркуль, набор г/к, отвертка, плоскогубцы. | Несовпадение отверстий под штифт. | Довернуть гайку до совпадения отверстий под шплинт. | Диаметр шплинта: 1,6 мм, длина шплинта: 25 мм. |
| 4. | Установить рабочий поршень 5 в корпус 1, установить прокладки, крышку и закрепить четырьмя болтами. Обвязать болты проволокой | ИЭ 15Д100, Ч.2. | Набор г/к, проволока вязальная, отвертка, плоскогубцы, кусачки | |||||
| 5. | Проверить пусковой клапан. | ИЭ 15Д100, Ч.2. | ВК | Свободное перемещение клапана в корпусе и четкое закрытие под действием пружины. | Затрудненное перемещение клапана в корпусе, нечеткое закрытие. | Разобрать клапан, определить и устранить причину, собрать клапан. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.13. Форсунки. | ||||||||
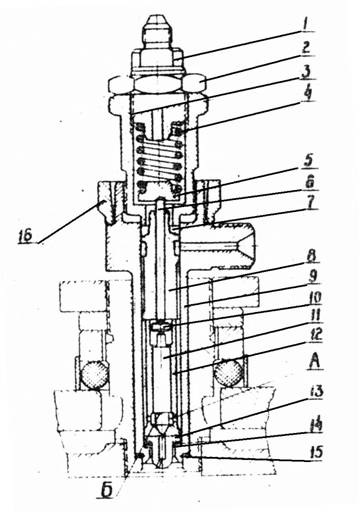 | 2.3.13. Форсунка. 1 – пробка; 2 – контргайка; 3 – стакан пружины; 4 – пружина форсунки; 5 – тарелка пружины; 6 – толкатель; 7 – уплотнительное кольцо; 8 – щелевой фильтр; 9 – корпус форсунки; 10 – ограничитель подъема; 11 – игла форсунки; 12 – корпус распылителя; 13 – сопловой наконечник; 14 и 15 – прокладки; 16 – накидной фланец. | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.13.1. Снятие форсунки с дизеля. | ||||||||
| 1. | Снять нагнетательную трубку высокого давления. | Д100.17СБ | Набор г/к | |||||
| 2. | Концы трубки и штуцеры топливного насоса и форсунки обвернуть чистой бумагой или ветошью и обвязать. | Д100.17СБ | Бумага (ветошь), шпагат. | |||||
| 3. | Отвернуть гайки крепления форсунки. | Д100.17СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 4. | Снять накидной фланец, подложить под фланец корпуса отвертку и вытолкнуть форсунку из переходника. | Д100.17СБ | ВК | Уплотнительная прокладка форсунки в переходнике должна выйти вместе с форсункой. | Набор г/к, отвертка. | |||
| 5. | Заглушить отверстие в переходнике. | Д100.17СБ | Бумага | |||||
| 6. | Проверить работу форсунки согласно р. 4.2.1.11 | |||||||
| 3.2.13.2. Разборка форсунки. | ||||||||
| 1. | Отвернуть контргайку 2, пробку 1 и стакан пружины 3. | Д100.17СБ Рис 2.3.13. | Набор г/к | |||||
| 2. | Вынуть пружину форсунки 4, тарелку пружины 5 и толкатель 6. | Д100.17СБ | ВК | Потеря упругости, облом пружины, коробление тарелки. | Заменить поврежденные детали. | |||
| 3. | Вынуть щелевой фильтр форсунки 8 с уплотнительным кольцом 7. | Д100.17СБ | ВК | Целостность фильтра Зазор между щелевым фильтром и корпусом форсунки: min - 0,05 мм; max - 0,10 мм; брак – до 0,2 мм, | Лупа, проходной и непроходной круглые калибры, микрометр МК 25 – 1. | Трещины любого размера и расположения, забоины, риски, увеличенный зазор между фильтром и корпусом форсунки. | Заменить фильтр щелевой. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 4. | Вынуть ограничитель подъема иглы 10, распылитель 12, сопловой наконечник 13 и его прокладку 14. | Д100.17СБ | Выколотка медная, молоток слесарный. | |||||
| 3.2.13.3. Осмотр деталей форсунки. | ||||||||
| 1. | Все детали тщательно промыть в бензине и прополоскать в профильтрованном дизельном топливе. | Д100.17СБ | Бензин, топливо дизельное (фильтрованное), ветошь безворсовая, чистые поддоны, бак для промывки деталей. | |||||
| 2. | Установить распылитель под углом 45 и выдвинуть иглу примерно на 1/3 длины направляющей поверхности и проверить плавность перемещения иглы. | Д100.17СБ | ВК | Плавное опускание иглы на седло под действием собственного веса при любом повороте вокруг ее оси. | Затрудненное перемещение иглы. | Заменить иглу в паре с корпусом. | ||
| 3. | Осмотреть состояние поверхности контактного пояска уплотнительного конуса иглы. | Д100.17СБ | ВК | Отсутствие рисок или вмятин. | Набор щупов № 2, лупа. | Риски, вмятины на уплотнительном пояске конуса иглы. | Заменить или притереть иглу. | Допускается восстановление уплотнительных конусов в распылителе совместной притиркой иглы с корпусом распылителя, обеспечив сопряжение притертых поверхностей по узкому поясу шириной до 0,4мм, расположенному у основания конуса иглы, и величину подъема иглы не более 0,65мм. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 4. | Осмотреть уплотнительное кольцо, установленное на щелевом фильтре. | Д100.17СБ | ВК | Отсутствие рисок или забоин на уплотняющих поверхностях. | Лупа | Риски или забоины на уплотняющих поверхностях. | Заменить кольцо. | |
| 5. | Осмотреть сопловой наконечник | Д100.17СБ | ВК | Отсутствие повреждений, засорений отверстий. | Лупа, керосин, игла для прочистки наконечника (Прил 18, рис П34), неметаллический ершик для очистки наконечника. | Трещины любых видов и расположения, прогары, закоксовывание отверстий. | При трещинах и прогарах наконечник заменить, закоксованные отверстия прочистить | |
| 6. | Осмотреть пригодность прокладки уплотнения форсунки в переходнике. | Д100.17СБ | ВК | Целостность прокладки. | Лупа | Механические повреждения прокладки. | Заменить прокладку. | |
| 3.2.13.4. Сборка форсунки. | ||||||||
| 1. | Перед сборкой все детали тщательно промыть в профильтрованном дизельном топливе. | Д100.17СБ | Топливо дизельное (фильтрованное), ветошь безворсовая. | Особое внимание обратить на чистоту внутренних каналов и полостей. | ||||
| 2. | Сборку форсунки производить в порядке, обратном разборке. Стакан пружины затянуть нормальным стандартным ключом усилием одной руки. | Д100.17СБ | ВК | Набор г/к | ||||
| 3. | Отрегулировать затяжку пружины форсунки нажимной пробкой. После регулировки контргайку установить на герметике. | Д100.17СБ | ИК на стенде. | Давление начала впрыска 210+9 кг/см2. | Испытательный стенд, набор г/к | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 4. | Проверить качество распыла на испытательном стенде, которое при равномерных качаниях рычагов насоса (30 качаний в минуту). | ВК | 1. Топливо должно распыляться равномерно, туманообразно и не выходить спадающими вниз струйками (усами). 2. Впрыск топлива должен быть четким и сопровождаться резким звуком. 3. На сопловом наконечнике не должно быть спадающих капель топлива. | Испытательный стенд, набор г/к. | Некачественный распыл топлива. | Заменить сопловой наконечник. | ||
| 3.2.13.5. Установка форсунки на дизель. | ||||||||
| 1 | Установить форсунку в переходник. Затянуть гайки крепления форсунки: 1. Затяжку производить равномерно, затягивая гайки на 2,5-3,5 граней от упора за пять - семь приемов усилием одной руки по 1/2 грани за прием. | Д100.17СБ | ВК | При установке форсунки проверить, чтобы ее штуцер под топливную трубку высокого давления был направлен точно вниз. | Ключ гаечный с плечом не более 200 мм. | Неравномерная и чрезмерная затяжка (может привести к полной потере распыла топлива). | Отвернуть гайки и повторить затяжку гаек. | |
| 2 | Подсоединить трубки высокого давления свободно, от руки, наворачивая накидные гайки. | Д100.17СБ | ВК | Конусы трубок должны заходить в конусы штуцеров форсунок свободно, без перекоса. | Набор г/к. | Повреждение конусов трубок. | Трубки заменить. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.14. Топливные насосы. | |||||||||
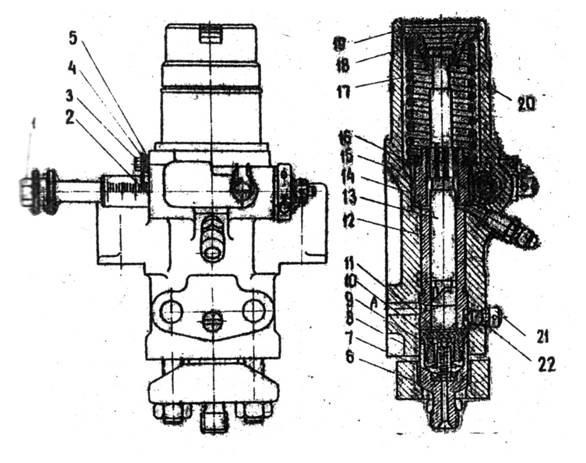 | Рис. 2.3.14. Топливный насос 1 – регулировочный болт; 2 – регулирующая гайка; 3 – болт; 4 – стрелка; 5 – прокладка; 6 – фланец; 7 – пружина клапана; 8 – нажимной штуцер; 9 – прокладка клапана; 10 – седло клапана; 11 – нагнетательный клапан;12 – гильза плунжера; 13 – плунжер; 14 – шестерня плунжера; 15 – корпус насоса; 16 – кольцо пружины; 17 – пружина плунжера; 18 – тарелка пружины; 19 – стопорное кольцо; 20 – уплотнительное кольцо; 21 – стопорный винт; 22 – прокладка.
| ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.14.1. Снятие топливного насоса с дизеля. | |||||||||
| Примечание: Топливный насос снимается в следующих случаях: 1) если завис плунжер или поломана его пружина, что определяется отсутствием подачи топлива на работающем дизеле при отсоединенной трубке высокого давления. При проверке на ощупь такой насос на работающем дизеле более холодный. При зависании плунжера рейка имеет более тугой ход или не перемещается. 2) Если треснула гильза плунжера, что определяется вялым распылом топлива форсункой, подсоединенной к нагнетательной трубке вне дизеля. Признаком трещины на гильзе плунжера является также усиленная течь топлива из сливной трубки насоса или низкая температура выпускных газов у цилиндра. | |||||||||
| 1 | Провернуть коленчатый вал. | ВК | Метка “Т” на ведущем диске муфты с номером, соответствующим номеру цилиндра, с которого снимается топливный насос, должна совпасть с указательной стрелкой. | Устройство валоповоротное | |||||
| 2 | Вывести рейку насоса из зацепления с поводком тяги управления. | 10Д100.27.101 СБ | |||||||
| 3 | Отсоединить от насоса нагнетательную топливную трубку, обвернуть концы трубки и штуцер насоса чистой бумагой или ветошью и обвязать. | 10Д100.27.101 СБ | Набор г/к, бумага (ветошь), шпагат. | ||||||
| 4 | Отсоединить топливный коллектор от корпуса насоса. | 10Д100.27.101 СБ | Набор г/к | ||||||
| 5 | Отвернуть две гайки крепления насоса к толкателю и снять насос вместе с регулировочными прокладками. | 10Д100.27.101 СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | 1) Прокладки не раскомплектовывать от насоса. 2) Принять меры предосторожности, чтобы не изогнуть рейку насоса. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.14.2. Разборка топливного насоса. | |||||||||
| 1 | Вынуть стопорное кольцо, снять тарелку пружины, плунжер, пружину и кольцо пружины. | 10Д100.27.10 СБ | ВК | Целостность деталей | Щипцы для выемки и установки стопорных колец (Прил 18, рис П28), пассатижи. | Потеря упругости, облом пружины, стопорных колец; поломка, трещины на тарелки пружины. | Заменить. | Не рекомендуется прикасаться руками к доведенным поверхностям плунжера, гильзы плунжера и деталей нагнетательного клапана. | |
| 2 | Снять регулирующую рейку и шестерню плунжера, для чего вывернуть стопорный винт, выбить конический штифт, снять хомутик с рейки и передвинуть рейку в сторону ее длинного конца до выхода из зацепления с шестерней. | 10Д100.27.101 СБ | Отвертка, молоток слесарный, выколотка, плоскогубцы. | ||||||
| 3. | Снять нагнетательный клапан, для чего отвернуть две гайки, снять накидной фланец, нажимной штуцер, пружину и клапан. | 10Д100.27.101 СБ | Набор г/к | ||||||
| Нагнетательный клапан можно заменить, не снимая насос с дизеля. | |||||||||
| Примечание: Снимать нагнетательный клапан для замены или проверки необходимо в следующих случаях: а) если не устраняется просачивание топлива из-под нажимного штуцера при исправной форсунке; б) если при отсоединенной от насоса трубке высокого давления и положением рейки на выключенной подаче из штуцера поступает топливо. Неисправная работа клапана наблюдается при поломке пружины, зависании клапана. попадании под клапан посторонних частиц, трещине седла, потере плотности по конусу. При замене клапана тщательно предохранить насос от попадания загрязнений. | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 4. | Снять седло с прокладкой | 10Д100.27.101 СБ | ВК | Целостность прокладки. | Приспособление для снятия седла клапана (Прил 18, рис П23). | Механические повреждения прокладки. | Прокладку заменить. | ||
| 5. | Отвернуть стопорный винт и вынуть гильзу плунжера. | 10Д100.27.101 СБ | Отвертка. | ||||||
| 6. | Произвести разборку рейки (при необходимости), для чего отвернуть гайку, вывернуть регулировочный болт рейки и снять поводковую втулку и пружину. | 10Д100.27.101 СБ | Набор г/к | Потеря упругости, облом пружины. | Заменить пружину. | Разбирать регулирующую рейку не рекомендуется. Пломбировку рейки производить на отрегулированном насосе после испытаний дизеля. | |||
| Примечание: Указательную стрелку с корпуса насоса не снимать. | |||||||||
| 3.2.14.3. Осмотр топливного насоса. | |||||||||
| 1. | Все детали тщательно промыть в бензине и прополоскать в профильтрованном дизельном топливе. | 10Д100.27.101 СБ | ВК | Промывка, протирка. | Бензин, топливо дизельное (профильтрованное), ветошь безворсовая, бак для промывки деталей, поддоны. | ||||
| 2. | Проверить плавность перемещения плунжера, для чего установить гильзу вертикально и выдвинуть плунжер примерно на 20-25мм. | 10Д100.27.101 СБ | ВК | Плунжер должен плавно опуститься в гильзу под действием собственного веса при любом его повороте вокруг оси. | Линейка металлическая, верстак. | Заклинивание, затрудненное перемещение плунжера. | Притереть плунжер в паре с гильзой, при необходимости заменить. | ||
| 3. | Проверить состояние плунжера и его рабочих кромок. | 10Д100.27.101 СБ | ВК | Острые, без выкрашиваний кромки, блестящая поверхность плунжера. | Лупа | Риски, царапины, натиры на поверхности плунжера, выкрашивание кромок. | Заменить плунжер в паре с гильзой. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 4. | Осмотреть нагнетательный клапан и проверить его перемещение. | 10Д100.27.101 СБ | ВК | Свободное перемещение в седле, равномерно приработанный поясок на уплотнительном конусе. | Лупа, паста притирочная. | Риски и забоины на уплотнительных поясках клапана и седла. Выработка притертых поверхностей. | Заменить клапан или его седло. Притереть седло и клапан. | ||
| 5. | Осмотреть регулирующую рейку и проверить ее перемещение. | 10Д100.27.101 СБ | ВК | Легкое, без заеданий перемещение рейки в корпусе и свободное перемещение поводковой втулки в рейке под действием своей пружины. | Выкрашивание зубьев рейки, трещины. | Заменить рейку. | |||
| 6. | Осмотреть пружины плунжера и нагнетательного клапана. | 10Д100.27.101 СБ | ВК | Целостность пружин | Потеря упругости, поломка пружин, натиры | Заменить поврежденные пружины. | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.14.4. Сборка топливного насоса. | |||||||||
| 1. | Тщательно промыть все детали. | 10Д100.27.101 СБ | Бензин, топливо дизельное (профильтрованное), ветошь безворсовая, бак для промывки деталей, поддоны. | ||||||
| 2. | Установить гильзу в корпусе насоса, завернуть стопорный винт с прокладкой под головкой. | 10Д100.27.101 СБ | ВК | Убедиться, что винт упирается в гильзу | Отвертка. | ||||
| 3. | Установить в сборе нагнетательный клапан и его прокладку, пружину клапана, нажимной штуцер, фланец и равномерно затянуть две гайки крепления фланца. | 10Д100.27.101 СБ | ВК | Равномерность затяжки двух гаек крепления фланца. | Набор г/к, штангенциркуль. | ||||
| 4. | Установить в корпусе регулирующую рейку в сборе так, чтобы поводковая втулка находилась с левой стороны (если смотреть на корпус со стороны рейки), а широкая впадина на зубьях рейки – в вертикальной плоскости корпуса. | 10Д100.27.101 СБ | ВК | Свободное перемещение втулки | Затрудненное перемещение втулки. | Определить и устранить причину. | |||
| 5. | При таком положении рейки - установить в корпусе насоса шестерню плунжера и, передвинув рейку вправо, установить ее стопорный винт. Установить на рейку хомутик и закрепить его постановкой конического штифта и болта. | 10Д100.27.101 СБ | ВК | Правильность установки всех деталей. | Отвертка Плоскогубцы, молоток слесарный, набор г/к. | ||||
| 6. | Установить кольцо пружины и пружину. | 10Д100.27.101 СБ | Приспособление для установки пружины. | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 7. | Установить плунжер с тарелкой пружины в гильзу и стопорное кольцо. | 10Д100.27.101 СБ | ВК | Щлицевые выступы на плунжере должны попасть в соответствующие пазы в шестерне. | Щипцы для снятия и установки стопорных колец. (Прил 18, рис П28) | Перекос плунжера | Переустановить плунжер. | ||
| 8. | Проверить легкость перемещения регулирующей рейки в корпусе насоса. | 10Д100.27.101 СБ | ВК | Свободное перемещение регулирующей рейки в корпусе насоса. | Затрудненное перемещение. | Проверить зацепление рейки и шестерни плунжера. | |||
| 9. | Проверить отсутствие заедания поводковой втулки в рейке. | 10Д100.27.101 СБ | ВК | При сжатии пружины поводковой втулкой она должна под действием пружины возвратиться в исходное положение. | Невозврат втулки в исходное положение. | Проверить пружину. При необходимости заменить. | |||
| 10 | Проверить качество сборки топливных насосов опрессовкой. Проверка плотности производится дизельным топливом, давлением 6…8 кг/см2 в течении 5 минут | 10Д100.27.101 СБ | ВК, ИК | Падение давления, измеренное по манометру, не допускается. Не допускаются течи. | Манометр МТП (10 кгс/см2), Гидравлический пресс, гаечные ключи, стенд для проведения гидроиспытаний. | Давление внутри корпуса насоса падает, есть течи | Подтянуть все гайки на насосе. Проверить крепление хомутов. Разобрать насос, проверить все детали, собрать и повторить гидравлические испытания. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.14.5. Установка топливного насоса на дизель. | |||||||||
| 1. | Перед установкой насоса совместить для данного цилиндра метку “Т” на ведущем диске муфты привода генератора с указательной стрелкой. | 10Д100.27.101 СБ | ВК | Совпадение метки «Т» со стрелкой. | Валоповоротный механизм. | ||||
| 2. | Установить топливный насос на толкатель вместе со своими регулировочными прокладками, под гайки подложить шайбы пружинные. Затяжку гаек производить равномерно поочередно с переходами для обеих гаек не менее чем за 3-4 приема от упора для каждой гайки усилием одной руки. | 10Д100.27.101 СБ | ВК | Равномерность и очередность затяжки гаек. | Ключ гаечный с длиной рукоятки 350 мм | ||||
| 3. | Установить резиновое кольцо уплотнения фланца коллектора и насоса. | 10Д100.27.101 СБ | ВК | Уплотнительное кольцо должно выступать над привалочной плоскостью фланца. | Трещины или разрыв кольца. | Заменить кольцо | |||
| 4. | Подсоединить топливный коллектор к корпусу насоса, для чего равномерно затянуть болты коллектора усилием одной руки. | 10Д100.27.101 СБ | ВК | Неравномерная и чрезмерная затяжка гаек крепления насоса и болтов коллектора может привести к деформации корпуса насоса и прихватыванию плунжерной пары. | Ключ гаечный с длиной рукоятки не более 150 мм. | Перекос топливного коллектора относительно насоса. | Переустановить топливный коллектор. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||||||||||
| 5. | Проверить легкость хода рейки топливного насоса, установленного на дизеле, при крайнем нижнем положении плунжера. Для чего установить нижний коленчатый вал по ходу вращения так, чтобы для насоса проверяемого цилиндра указательная стрелка совпала с делением на ведущем диске муфты (Прил.18, рис П32), согласно таблице приведенной ниже, с допустимым отклонением 2 деления. | 10Д100.27.101 СБ | ВК | Тугой ход рейки не допускается | |||||||||||||||
| 6. | Подсоединить к насосу трубку высокого давления. | 10Д100.27.101 СБ | Набор г/к | ||||||||||||||||
| 7. | Ввести с зацепление поводок тяги управления с поводковой втулкой рейки насоса. | 10Д100.27.101 СБ | ВК | Зазор между торцом пальца и втулкой в пределах 1¸2 мм. | Набор щупов №1, №2 | ||||||||||||||
| Примечание: Установку нового (запасного) насоса производить согласно разд. 4. Установку насоса с замененным насосным элементом или нагнетательным клапаном производить на тех же регулировочных прокладках, на которых он был установлен ранее. При замене насосного элемента или нагнетательного клапана регулировочную гайку не распломбировывать. | |||||||||||||||||||
| Таблица 3.2.1 Установки нижнего коленчатого вала, с допустимым отклонением 2 деления, для проверки легкости хода рейки топливного насоса | |||||||||||||||||||
| Номера цилиндров в порядке их работы | 1 | 6 | 10 | 2 | 4 | 9 | 5 | 3 | 7 | 8 | |||||||||
| Деление на ведущем диске муфты | 31 | 67 | 103 | 139 | 175 | 211 | 247 | 283 | 319 | 355 | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.14.6. Технические требования при замене отдельных топливных насосов. | |||||||||
| 1. | Определить суммарную толщину регулировочных прокладок, устанавливаемых между топливным насосом и толкателем. | 10Д100.27.101 СБ | ВК, ИК | Точность определения толщины регулировочных прокладок – 0,02 мм. | Микрометр МК 21–1 | ||||
| 2. | Произвести регулировку величины выхода рейки на устанавливаемом топливном насосе, для чего поднять шток сервомотора регулятора вверх до отказа. | 10Д100.27.101 СБ | ВК | Выход реек на всех остальных насосах в положение максимальной подачи, т.е. при установлении на упор коромысла подачи топлива. При правильной установке топливного насоса величина зазора между торцевым выступом упора, установленного на рейке, и корпусом насоса должна быть такой же, как и на остальных топливных насосах. Разница величин зазоров по всем топливным насосам - не более 0,3 мм. | Несоответствие зазоров, разница между ними больше допустимых значений. | При большей величине зазора необходимо произвести подрегулировку выхода рейки на данном насосе. После регулировки рейку запломбировать | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 3.2.15. Регулятор скорости | |||||||||
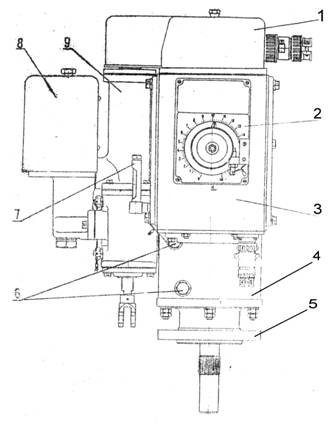 | 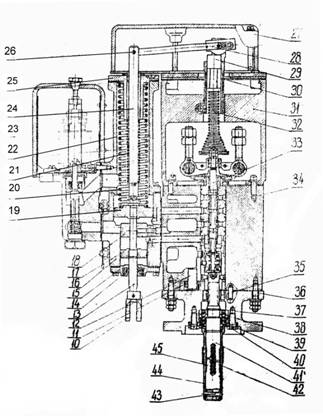 | ||||||||
| Рис 2.3.15. Регулятор скорости 1 – контактная система; 2 – шкала; 3 – верхний корпус; 4 – корпус регулятора; 5 – нижний корпус; 6 – пробки; 7 – маслоуказатель; 8 – золотник выключения; 9 – масляный сервомотор; 10 – серьга; 11 – ведомая шестерня маслонасоса; ось шестерни; 13 – шток сервомотора; 14 – сальник; 15 – крышка; 16 – корпус; 17 – компенсирующий поршень; 18 – перегородка; 19 – силовой поршень; 20 и 21 – пружины; 22 – стакан; 23 – золотник выключателя; 24 – шток; 25 – крышка; 26 – ось; 27 – колпак; 28 – рычаг; 29 – плунжер рейки; 30 – зубчатая рейка; 31 – верхний корпус; 32 – пружина измерителя; 33 – золотниковая часть регулятора; 34 – корпус регулятора; 35 – втулка; 36 – нижний корпус; 37 – стопорное кольцо; 38 – шарикоподшипник; 39 – букса; 40 – сальник; 41 – верхний валик; 42 – рессоры; 43 – штифт; 44 – приводная втулка; 45 – нижний валик. | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
 |  | ||||||||
| Рис 2.3.16. Регулятор скорости (Вид сбоку, вид сверху) 46, 62 и 66 – крышки; 47 – шестеренчатый валик; 48 – кольцо; 49 и 71 – гайки; 50 – плита; 51 – валик рукоятки; 52 – блок шестерен; 53 – упор; 54 – шайба; 55 – валик рукоятки; 56 – рукоятка; 57 – цилиндрический штифт; 58 – шестерня указателя; 59 – указатель; 60 – стакан; 61 и 63 – регулировочные прокладки; 64 – фланец; 65 – масленка; 67 – игольчатый подшипник; 68 – ось; 69 – кулачек; 70 – микропереключатель; 72 – траверса; 73 – рейка; 74 – фрикционная муфта; 75 – винт; 76 – крышка; 77 и 80 – пружины; 82 – игла; 83 – электродвигатель с редуктором. | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.1. Замена масла без снятия регулятора с дизеля. Примечание: при капитальном ремонте масло заменяется со снятием регулятора с дизеля согласно р.3.2.26. | ||||||||
| 1. | Открутить сливную пробку, слить масло из регулятора и закрыть сливную пробку. | 7Д100.36 СБ-1 | ВК | Масло должно быть полностью слито из регулятора. | Набор г/к, чистая емкость для слива масла, ветошь. | Пролившееся масло должно быть немедленно убрано. | ||
| 2. | Заполнить регулятор дизельным топливом до середины маслоуказателя. | 7Д100.36 СБ-1 | ВК | До середины маслоуказателя. | Топливо дизельное (V = 1,5 л) | |||
| 3. | Отвернуть компенсирующую иглу на 2-3 оборота | 7Д100.36 СБ-1 | ВК | Отвертка | ||||
| 4. | Запустить дизель и поработать 2 – 3 мин на холостом ходу. | |||||||
| 5. | Остановить дизель. | |||||||
| 6. | Слить дизельное топливо. | 7Д100.36 СБ-1 | ВК | Набор г/к, чистая емкость, ветошь. | ||||
| 7. | Завернуть иглу до прекращения неустойчивой работы дизеля | 7Д100.36 СБ-1 | ВК | Отвертка | ||||
| 8. | Заправить регулятор отфильтрованным маслом через имеющуюся на регуляторе масленку с сеткой. | ВК | Масло МС – 20 (V = 1,5 л) | Масло должно быть отфильтровано через шелковое полотно. | ||||
| 9. | Запустить дизель на 10 мин. | |||||||
| 10. | Остановить дизель. | |||||||
| 11. | Слить масло с остатками топлива | ИК | Взять анализ масла на пригодность (ХЦ) | Емкость для слива отработанного масла, ветошь. | Масло не пригодно для использования в регуляторе. | Произвести замену масла и повторить переходы 9 ¸ 11 до получения удовлетворительного анализа масла. | ||
| 12. | Окончательно заправить регулятор. | Масло МС – 20 (V = 1,5 л) | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.2. Удаление воздуха из полостей масляного сервомотора Примечание: Производится после замены масла в регуляторе. | ||||||||
| 1. | Провернуть ручку ручного управления в положение минимальных оборотов. | 7Д100.36 СБ-1 | ВК | |||||
| 2. | Нажать на сердечник блокировочного магнита | 7Д100.36 СБ-1 | ||||||
| 3. | Поднять шток сервомотора несколько раз вверх. | 7Д100.36 СБ-1 | ВК | Соблюдать осторожность, чтобы не погнуть шток сервомотора | Рычаг | |||
| 4. | После удаления воздуха уровень масла несколько понизится, поэтому необходимо долить масло | ВК | Количество масла в регуляторе должно быть на уровне метки маслоуказателя с отклонением не более ± 5мм | Масло МС-20 | Пониженный уровень | Долить масло | ||
| 3. | Проверить работу системы регулирования на х.х. на предмет устойчивой работы посредством запуска дизеля. | ВК | Неустойчивая работа системы регулирования на холостом ходу может также вызываться вспениванием масла, из-за превышения уровня масла, попадания влаги, применения масел с присадками, большими люфтами в рычажной передаче. | 1. Превышение уровня масла. 2. Попадание влаги. 3. Применение масла с присадками. 4. Большой люфт в рычажной передаче. 6. Нарушение равномерности подач топлива по цилиндрам дизеля. 7. Неустойчивая работа дизеля. | 1. Слить часть масла. 2. Масло заменить. 3. Масло заменить. 4. Заменить пальцы, имеющие большие зазоры во втулках 6. Отревизировать ТНВД и (или) форсунку. Осмотреть топливные трубки 7. Произвести регулировку компенсирующей иглы. | Если после устранения указанных причин неустойчивая работа системы регулирования все же имеет место, то следу6ет произвести частичную разборку регулятора с выемкой золотниковой части для подрегулировки затяжки компенсирующей пружины. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.4. Замена сальника вала привода регулятора Примечание: производится при частом доливе масла – чаще 1-го раза в сутки. | ||||||||
| 1. | Снять регулятор с дизеля. | 15Д100 СБ-1 | Набор г/к, плоскогубцы, молоток слесарный, медная выколотка | |||||
| 2. | Вынуть вал привода в сборе из нижнего корпуса регулятора. | 7Д100.36 СБ-1 | Набор г/к. | |||||
| 3. | Снять стопорное кольцо. | 7Д100.36 СБ-1 | Щипцы для снятия и установки стопорных колец. (Прил 18, рис П 28) | |||||
| 4. | Снять подшипник с вала привода. | 7Д100.36 СБ-1 | Приспособление для выпрессовки подшипников (Прил. 18, рис П11). | |||||
| 5. | Снять буксу с сальником. | 7Д100.36 СБ-1 | ||||||
| 6. | Установить в буксу новый сальник. | 7Д100.36 СБ-1 | ||||||
| 7. | Собрать вал привода в обратном порядке. | 7Д100.36 СБ-1 | ||||||
| 3.2.15.5. Замена сальника штока сервомотора | ||||||||
| 1. | Выбить конический штифт | 7Д100.36 СБ1 | Молоток слесарный, выколотка | |||||
| 2. | Отвернуть серьгу со штока | 7Д100.36 СБ-1 | Набор г/к. | |||||
| 3. | Снять крышку сервомотора | 7Д100.36 СБ-1 | Набор г/к. | |||||
| 4. | Выпрессовать старый сальник | 7Д100.36 СБ-1 | Устройство для выпрессовки и запрессовки сальников | |||||
| 5. | Запрессовать новый сальник | 7Д100.36 СБ-1 | Устройство для выпрессовки и запрессовки сальников | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.6. Демонтаж регулятора | ||||||||
| 1. | Открутить сливную пробку, слить масло из регулятора и закрыть сливную пробку. | 7Д100.36 СБ-1 Рис 2.3.15. | ВК | Масло должно быть полностью слито из регулятора. | Набор г/к, чистая емкость для слива масла, ветошь. | Пролившееся масло должно быть немедленно убрано. | ||
| 2. | Вынуть палец из серьги 10. | 7Д100.36 СБ-1 | Плоскогубцы, выколотка, молоток слесарный. | |||||
| 3. | Отвернуть гайки крепления фланца нижнего корпуса 36 к приводу регулятора | 7Д100.36 СБ-1 | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 4. | Отсоединить штепсельные разъёмы электромотора дистанционного управления | 7Д100.36 СБ-1 | ||||||
| 5. | Отсоединить разъёмы контактной системы | 7Д100.36 СБ-1 | ||||||
| 6. | Отсоединить разъёмы электропроводки золотника выключения | 7Д100.36 СБ-1 | ||||||
| 7. | Отсоединить трубки пускового сервомотора от регулятора | 7Д100.36 СБ-1 | Набор г/к | |||||
| 8. | Снять регулятор с дизеля, поднимая его вверх | 15Д100 СБ-1 | ||||||
| 3.2.15.7. Частичная разборка регулятора. | ||||||||
| 1. | Отвернуть винты крепления колпака 27 и снять его. | 7Д100.36 СБ-1 | ВК | см. п.4.1.8 | Отвертка | Повреждения резьбы. | см. п.4.1.8 | |
| 2. | Отвернуть болты крепления крышки 48. | 7Д100.36 СБ-1 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 3. | Снять крышку. | 7Д100.36 СБ-1 | ||||||
| 4. | Отвернуть гайки крепления колпака контактной системы 1 регулятора и снять его. | 7Д100.36 СБ-1 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 5. | Отвернуть болты крепления крышки 66 в сборе с контактной системой и снять его. | 7Д100.36 СБ-1 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 6. | Отвернуть винты крепления верхнего корпуса 31 корпусу регулятора. | 7Д100.36 СБ-1 Рис 2.3.15. | ВК | см. п.4.1.8 | Отвертка | Повреждения резьбы. | см. п.4.1.8 | |
| 7. | Снять верхний корпус, для чего поднимать его вертикально вверх до разъединения шарнирного соединения рычага 28 со штоком 24. При этом не допускается смещение кулисы относительно рычага, во избежание нарушения регулировки степени неравномерности. | 7Д100.36 СБ-1 | ВК | Плунжер 29 не должен разъединяться с зубчатой рейкой. | ||||
| 8. | Снять пружину 32 измерителя. | 7Д100.36 СБ-1 | ВК | Целостность пружины | Потеря упругости, поломка пружины | Заменить пружину. | ||
| 9. | Отвернуть винты крепления фланца 64 золотниковой части 33. | 7Д100.36 СБ-1 | ВК | см. п. 4.1.8 | Отвертка | Повреждения резьбы. | см. п.4.1.8 | |
| 10. | Проверить исправность рессорного соединения привода регулятора. | 7Д100.36 СБ-1 | ВК | Люфт рессорного соединения не допускается. | Наличие люфта. | Заменить рессоры | ||
| 11. | Осторожно вынуть золотниковую часть из корпуса регулятора. | 7Д100.36 СБ-1 | ВК | На деталях золотниковой части, особенно на плунжере и золотнике не допускаются забоины на рабочих поверхностях. | ||||
| 12. | Снять регулировочные шайбы 63, обратив внимание на их количество. | 7Д100.36 СБ-1 | ВК | 1. Медленные колебания штока 2. Резкие колебания штока | 1. Добавить несколько прокладок 2. Снять несколько прокладок | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.8. Общая разборка | ||||||||
| Общая разборка является продолжением частичной разборки регулятора. | ||||||||
| 1. | Выполнить операции, указанные в разделе 3.2.15.7 | 7Д100.36 СБ-1 Рис 2.3.15. | ||||||
| 2. | Отвернуть гайки крепления сервомотора 9. | 7Д100.36 СБ-1 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 3. | Снять со шпилек сервомотор и прокладку. | 7Д100.36 СБ-1 | Повреждение прокладки | Прокладку заменить. | ||||
| 4. | Отвернуть гайки крепления нижнего корпуса. | 7Д100.36 СБ-1 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 5. | Снять нижний корпус, с приводом соблюдая осторожность, чтобы не порвать прокладку | 7Д100.36 СБ-1 | ВК | Целостность прокладки | Повреждения прокладки | Прокладку заменить. | ||
| 6. | Снять прокладку. | 7Д100.36 СБ-1 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.9. Разборка верхнего корпуса. | ||||||||
| 1. | Отвернуть гайку крепления рукоятки 56. Снять рукоятку. | 7Д100.36 СБ-1 Рис 2.3.15. | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 2. | Снять шестерню указателя 47. | 7Д100.36 СБ-1 | ||||||
| 3. | Установить рукоятку 56. | 7Д100.36 СБ-1 | ||||||
| 4. | Вращая рукоятку 56, вынуть зубчатую рейку 30 в сборе с рычагами 28 и плунжер 29. | 7Д100.36 СБ-1 | ||||||
| 5. | Вращая рукоятку вынуть рейку 73 с кулачком. | 7Д100.36 СБ-1 | ||||||
| 6. | Отвернуть болты крепления боковых крышек 76 и снять их. | 7Д100.36 СБ-1 | Набор г/к | |||||
| 7. | Отвернуть винты крепления упора максимальных оборотов и снять упор. | 7Д100.36 СБ-1 | ВК | Отвертка | ||||
| 8. | Отвернуть винты крепления шкалы 2 и снять ее. | 7Д100.36 СБ-1 | ВК | Отвертка | ||||
| 9. | Отвернуть гайку 49, вынуть валик 51 рейки. | 7Д100.36 СБ-1 | ВК | Набор г/к | ||||
| 10. | Вынуть валик шестеренчатый 47 с кольцом 48 и гайкой 49. | 7Д100.36 СБ-1 | ВК | |||||
| 11. | Отвернуть винты крепления плиты 50. | 7Д100.36 СБ-1 | Отвертка | |||||
| 12. | Снять плиту в сборе с шестернями. | 7Д100.36 СБ-1 | ВК | Набор г/к | ||||
| 13. | Отвернуть гайку крепления рукоятки 56 и снять рукоятку. | 7Д100.36 СБ-1 | Набор г/к | |||||
| 14. | Снять шестерню указателя 47. | 7Д100.36 СБ-1 | ВК | Целостность шестерни | Трещины, сколы, износ зубьев. | Заменить шестерню | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 15. | Вынуть валик 55 рукоятки и шайбу 54. | 7Д100.36 СБ-1 Рис 2.3.15. | ||||||
| 16. | Вынуть блок шестерен 52 в сборе. | 7Д100.36 СБ-1 | ||||||
| 17. | Отвернуть винт 75 и снять фрикционную муфту. | 7Д100.36 СБ-1 | ВК | Отвертка | ||||
| 18. | Отвернуть болты крепления крышки 62 электродвигателя с редуктором 83 к верхнему корпусу. | 7Д100.36 СБ-1 | ВК | Набор г/к | ||||
| 19. | Вынуть из верхнего корпуса электродвигатель с редуктором и крышкой. | 7Д100.36 СБ-1 | ВК | Обратить внимание на количество регулировочных прокладок 61. | ||||
| 3.2.15.10. Разборка сервомотора регулятора Примечание: при разборке сервомотора необходимо соблюдать осторожность в связи с большим усилием пружины 20 сервомотора (Рис 2.3.15.). Рекомендуется перед отворачиванием винтов крепления стакана 22 к корпусу сервомотора предусмотреть подвижный упор, дающий возможность постепенно ослаблять пружину. | ||||||||
| 1. | Отвернуть винты крепления стакана 22 к корпусу сервомотора. | 7Д100.36 СБ-1 | ВК | Отвертка | Повреждения резьбы. | |||
| 2. | Снять стакан 22 в сборке с крышкой 25. | 7Д100.36 СБ-1 | Набор г/к | |||||
| 3. | Снять пружину 22 сервомотора и шток 24 с пружиной. | 7Д100.36 СБ-1 | ВК | Целостность пружины. | Подвижный упор | Потеря упругости, поломка пружины | Заменить пружину. | |
| 4. | Отвернуть винты крепления крышки 15. | 7Д100.36 СБ-1 | ВК | Отвертка | Повреждения резьбы. | |||
| 5. | Отвернуть гайку 19 крепления силового поршня. | 7Д100.36 СБ-1 | Набор г/к | Повреждения резьбы. | ||||
| 6. | Снять силовой поршень. | 7Д100.36 СБ-1 | ВК | Целостность поршня | Трещины любого вида и расположения, сколы, риски. Натиры. | Заменить поршень. Отшлифовать поршень. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7. | Вынуть поршневой шток 13 в сборе с компенсирующим поршнем 17. | 7Д100.36 СБ-1 Рис 2.3.15. | ВК | Целостность поршня | Трещины любого вида и расположения, сколы, риски. Натиры. | Заменить поршень. Отшлифовать поршень. | ||
| 8. | Выбить конический штифт и отвернуть серьгу 10. | 7Д100.36 СБ-1 | Набор г/к, выколотка, молоток. | |||||
| 9. | Снять крышку 15 в сборе с сальником 14. | 7Д100.36 СБ-1 | ||||||
| 3.2.15.11. Разборка нижнего корпуса с приводом. | ||||||||
| 1. | Отвернуть болты крепления буксы 39 сальника | 7Д100.36 СБ-1 | ВК | Набор г/к | ||||
| 2. | Вынуть валик привода в сборе. | 7Д100.36 СБ-1 | ||||||
| 3. | Снять стопорное кольцо 37. | 7Д100.36 СБ-1 | ВК | Отсутствие трещин на стопорном кольце, упругость кольца. | Щипцы для снятия и установки стопорных колец. (Прил. 18, рис П28) | Трещины на стопорном кольце, потеря упругости. | Заменить кольцо. | |
| 4. | Выпрессовать валик из подшипника 38. | 7Д100.36 СБ-1 | ВК, ИК | Отсутствие повреждений на посадочных поверхностях, размеры | Съемник подшипников, микрометр МК 25-1, образцы шероховатости. | Забоины, царапины на посадочной поверхности, прослабление посадки. | Царапины подшлифовать шлифовальной шкуркой. При прослаблении посадки наплавить электросваркой посадочное место и проточить с посадкой Н7. | |
| 5. | Снять буксу 39 сальника в сборе с сальником 40. | 7Д100.36 СБ-1 | ||||||
| 6. | Выбить конический штифт 43. | 7Д100.36 СБ-1 | Молоток, выколотка | |||||
| 7. | Снять приводную втулку 44, сдвигая ее в сторону верхнего валика 41. | 7Д100.36 СБ-1 | ||||||
| 8. | Вынуть нижний валик 45, рессоры 42 и направляющий стержень рессор. | 7Д100.36 СБ-1 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.12. Разборка корпуса регулятора Примечание: при разборке корпуса регулятора не рекомендуется отворачивать указатель масла 7 (см рис 2.3.15) | ||||||||
| 1. | Снять ведомую шестерню 11. | 7Д100.36 СБ-1 Рис 2.3.15. | ВК | Целостность шестерни. | Трещины, сколы зубьев | Заменить шестерню | ||
| 2. | Разобрать аккумуляторы масла. | 7Д100.36 СБ-1 | Подвижный упор | Соблюдать осторожность в связи с большими усилиями пружин аккумуляторов. Рекомендуется перед отвинчиванием верхней заглушки 77 (рис.2.3.16) часть 1) предусмотреть подвижный упор для постепенного ослабления пружины. | ||||
| 3. | Отвернуть верхние заглушки 77. | 7Д100.36 СБ-1 | ||||||
| 4. | Вынуть поршни 78. | 7Д100.36 СБ-1 | ВК | Целостность поршней | Лупа | Трещины любого вида. Сколы, риски. Натиры. | Заменить поршень. Подшлифовать поршень шлифовальной шкуркой. | |
| 5. | Вынуть пружины 79 и 80 аккумуляторов. | 7Д100.36 СБ-1 | ВК | Целостность пружин. | Потеря упругости, поломка | Заменить пружины. | ||
| 6. | Отвернуть нижние заглушки 61. | 7Д100.36 СБ-1 | ||||||
| 7. | Отвернуть пробку 6. | 7Д100.36 СБ-1 | Набор г/к | |||||
| 8. | Отвернуть иглу 82. | 7Д100.36 СБ-1 | ВК | Отсутствие деформаций иглы. | Отвертка | Изгиб, поломка иглы | При изгибе - выправить, при поломке - заменить иглу. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.13. Разборка золотниковой части | ||||||||
 | Рис. 2.3.17 Золотниковая часть регулятора. 1 – ведущая шестерня маслонасоса; 2 – гайка хвостовика; 3 – нижняя тарелка; 4 – компенсирующая пружина; 5 – хвостовик золотника; 6 – верхняя тарелка; 7 и 13 – регулировочные прокладки; 8 – втулка; 9 – золотник; 10 – букса; 11 – плунжер; 12 – траверса; 14 – рычаг с грузами; 15 – ограничитель рычага; 16 – шарикоподшипник; 17 – ось рычага; 18 – гайка плунжера; 19 – тарелка пружины измерителя; 20 – шарикоподшипники плунжера; 21 – винт; 22 – стопорное кольцо; 23 – фланец; 24 – конический винт; 25 – шплинт. | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. | Вынуть плунжер 11 с тарелкой 19 пружины измерителя и шарикоподшипниками 20. | 7Д100.36 СБ-1 Рис 2.3.17. | Рис.2.3.17. | |||||
| 2. | Отвернуть три конических винта 24. Уложить винты в порядке очередности (каждый винт имеет свое гнездо, перестановка не допускается). | 7Д100.36 СБ-1 | ВК | см. п. 4.1.8 | Отвертка | Повреждения резьбы. | см. п. 4.1.8 | |
| 3. | Вынуть из буксы 10 ведущую шестерню 1 и золотник 9 в сборе с втулкой 8. | 7Д100.36 СБ-1 | ВК | Целостность шестерни | Трещины, сколы зубьев | Заменить шестерню | ||
| 4. | Отвернуть гайку 2 хвостовика. | 7Д100.36 СБ-1 | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | см. п. 4.1.8 | |
| 5. | Снять тарелки 3 и 6 компенсирующую пружину 4, втулку 8 и регулировочные прокладки 7. | 7Д100.36 СБ-1 | ВК | Рычаги с грузами 14 отбалансированы, поэтому их разбирать не рекомендуется. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.14. Разборка редуктора | ||||||||
 | 2.3.18. Червячный редуктор. 1 – электродвигатель; 2, 7 и 9 – винты; 3 – валик; 4 – червячная передача; 5 и 10 – червяки; 6 – гайка; 8 – пята; 11 – корпус. | |||||||
| 1. | Отвернуть винты крепления редуктора к электродвигателю. | 7Д100.36 СБ-1 | ВК | см. п.4.1.8 | Отвертка | Повреждения резьбы. | см. п.4.1.8 | |
| 2. | Снять редуктор. | 7Д100.36 СБ-1 | ВК | Осторожно вывести из зацепления червячную шестерню редуктора и повернуть ее плоскостью вверх. | ||||
| 3. | Отвернуть контргайки 6 и вывернуть винты 7. | 7Д100.36 СБ-1 | ВК | см. п.4.1.8 | Набор г/к, отвертка | Повреждения резьбы. | см. п.4.1.8 | |
| 4. | Вынуть пяты 8. | 7Д100.36 СБ-1 | ВК | |||||
| 5. | Отвернуть стопорные винты 2 и 9 крепления червячной шестерни выходного валика 3. | 7Д100.36 СБ-1 | ВК | см. п.4.1.8 | Отвертка | Повреждения резьбы. | см. п.4.1.8 | |
| 6. | Вынуть выходной валик 3 из корпуса. | 7Д100.36 СБ-1 | ВК | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7. | Отвернуть стопорные винты 2 и 9 крепления червячной шестерни и червяка 5. | 7Д100.36 СБ-1 | ВК | см. п. 4.1.8 | Отвертка | Повреждения резьбы. | см. п. 4.1.8 | |
| 8. | Вынуть из корпуса две червячные шестерни 4. | 7Д100.36 СБ-1 | ВК | Целостность шестерен | Лупа | Трещины, сколы зубьев | Заменить шестерню | |
| 3.2.15.15. Осмотр деталей редуктора после разборки. | ||||||||
| 1. | Промыть все детали в керосине. Продуть сжатым сухим воздухом и прополоскать в отфильтрованном дизельном топливе. | 7Д100.36 СБ-1 | Керосин, отфильтрованное дизельное топливо, шланг, волосяная щетка, бак для промывки деталей ветошь безворсовая, перчатки резиновые. | |||||
| 2. | Проверить на отсутствие следов заедания задиров: | 7Д100.36 СБ-1 | ||||||
| - в цилиндрах корпуса сервомотора; | ||||||||
| - в гнезде под золотниковую часть в корпусе регулятора; | ВК | Отсутствие следов задиров, натиров. | Лупа, шлифовальная шкурка. | Задиры, следы натиры. | Прошлифовать поверхности | |||
| - в гнезде под ведомую шестерню маслонасоса; | ||||||||
| -в гнездах поршней аккумуляторов. | ||||||||
| 3 | Проверить на отсутствие следов заедания задиров ведомой шестерни на оси. | 7Д100.36 СБ-1 | ВК | Отсутствие следов задиров, натиров. | Лупа, шлифовальная шкурка. | Задиры, следы от натиров. Увеличенный износ | Прошлифовать поверхности. Проверить | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 4. | Проверить состояние трущихся поверхностей: | |||||||
| - поршней сервомотора; | 7Д100.36 СБ-1 | Заменить поршень. | ||||||
| - штока сервомотора; | 7Д100.36 СБ-1 | Отшлифовать, при необходимости | ||||||
| - поршней аккумуляторов; | 7Д100.36 СБ-1 | ВК | Следы заеданий и задиры | Лупа | Задиры, натиры | притереть соответствующие | ||
| - буксы; | 7Д100.36 СБ-1 | не допускаются | детали. | |||||
| - золотника; | 7Д100.36 СБ-1 | |||||||
| - плунжера; | 7Д100.36 СБ-1 | |||||||
| -зубьев шестерни масляного насоса. | 7Д100.36 СБ-1 | |||||||
| 5. | Осмотреть состояние поверхностей рычагов грузов, соприкасающихся с наружной обоймой шарикоподшипника. | 7Д100.36 СБ-1 | ВК | Целостность поверхностей | Сколы | Заменить рычаг | ||
| 6. | Осмотреть состояние шарикоподшипников регулятора. | 7Д100.36 СБ-1 | ВК | Зазоры подшипника должны соответствовать справочной литературе. Целостность сепаратора. | Индикатор часового типа микрометрический с ц.д. 0,001 мм. Приспособление для контроля подшипников. Лупа. | Повреждение сепаратора (выпадение клепок из сепаратора), зазоры больше допустимых. | Заменить подшипник | |
| 7. | Осмотреть пружины. | 7Д100.36 СБ-1 | ВК | Целостность пружины | Потеря упругости, поломка пружины | Заменить неисправные пружины. | ||
| 8. | Осмотреть уплотнительные прокладки. | 7Д100.36 СБ-1 | ВК | Целостность прокладки | Повреждения различных видов | Заменить прокладку. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| СБОРКА РЕГУЛЯТОРА. 3.2.15.16. Сборка нижнего корпуса регулятора с приводом | ||||||||
| ВНИМАНИЕ! Перед сборкой все детали и узлы промыть в отфильтрованном дизельном топливе. Особое внимание обратить на чистоту внутренних каналов и полостей. | ||||||||
| 1. | Установить направляющий стержень между верхними 41 и нижним 45 валиками. | 7Д100.36 СБ-1 | ВК | Валики должны упираться в торцы направляющего стержня. | ||||
| 2. | Вставить в пазы валиков рессоры 42 в пазы валиков | 7Д100.36 СБ-1 | Обратить внимание, чтобы в каждый паз было установлено по 6 рессор выпуклыми сторонами внутрь. | |||||
| 3. | Надеть приводную втулку 44, и забить конический штифт 42. | 7Д100.36 СБ-1 | Молоток слесарный, выколотка | |||||
| 4. | Надеть на валик буксу 39 в сборе с сальником 40. | 7Д100.36 СБ-1 | ||||||
| 5. | Напрессовать на валик подшипник 38 и поставить стопорное кольцо. | 7Д100.36 СБ-1 | Устройство для напрессовки подшипников, щипцы для снятия и установки стопорных колец. (Прил.18, рис П28) | |||||
| 6. | Установить приводной валик в сборе в корпус 36 и завернуть болты крепления буксы 39 к корпусу 31. | 7Д100.36 СБ-1 | ВК | После сборки приводной валик должен вращаться свободно от усилия рук. Затяжку болтов проводить по диагонали, не допуская перекоса буксы, болты обвязать проволокой. | Набор г/к, проволока вязальная Æ1,5 мм. | Перекос буксы. | Отвернуть все болты и повторить затяжку в соответствие с требованиями 5-го столбца. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.17. Сборка корпуса регулятора | ||||||||
| 1. | Завернуть компенсирующую иглу 82. | 7Д100.36 СБ-1 рис. 2.3.16 | Отвертка | |||||
| 2. | Завернуть пробку 6. | 7Д100.36 СБ-1 рис. 2.3.15 | Набор г/к. | |||||
| 3. | Завернуть нижние заглушки 81 в корпус. | 7Д100.36 СБ-1 | Набор г/к. | |||||
| 4. | Установить пружины 79 и 80 аккумуляторов. | 7Д100.36 СБ-1 | ВК | При сборке аккумуляторов соблюдать осторожность в связи с большими усилиями пружин аккумуляторов. | ||||
| 5. | Установить в корпус поршни 78. | 7Д100.36 СБ-1 | ВК, ИК | Зазор между цилиндром и силовым поршнем сервомотора: min - 0,022 мм; max - 0,052 мм; брак – до 0,09 мм. | Индикатор часового типа с ц.д. 0,001 мм. Нутромер индикаторный. Микрометр. Набор щупов №3 | Увеличенный зазор | Заменить поршень | |
| 6. | Завернуть в корпус верхние заглушки 77. Перед завинчиванием верхней заглушки предусмотреть подвижной упор, дающий возможность постепенно затягивать пружину. | 7Д100.36 СБ-1 | ВК, ИК | Заглушки должны быть утоплены относительно плоскостей на 0.2¸0.5 мм. | Подвижный упор, штангенциркуль | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.18. Сборка сервомотора регулятора | ||||||||
| 1. | Установить на поршневой шток 13 крышку 15 с сальником 14. | 7Д100.36 СБ-1 рис. 2.3.15 | ||||||
| 2. | Навернуть на шток серьгу 10 и запрессовать конический штифт. | 7Д100.36 СБ-1 | Молоток слесарный | |||||
| 3. | Вставить поршневой шток 13 в сборе с компенсирующим поршнем 17 в корпус 16. | 7Д100.36 СБ-1 | ВК, ИК | Зазор между цилиндром и компенсирующим поршнем сервомотора: min - 0,009 мм; max - 0,047 мм; брак – до 0,09 мм. Проверить легкость движения поршневой пары, заедание или тугой ход не допускается. | Нутромер индикаторный. Индикатор микрометрический с ц.д. 0,001 мм. Микрометр. Набор щупов № 2. | Увеличенный зазор. Заедание или тугой ход поршневой пары. | Заменить поршень | |
| 4. | Установить на шток 13 силовой поршень 19 и закрепить его гайкой. При монтаже крышки с манжетой рекомендуется применять защитный наконечник во избежание повреждения рабочей кромки манжеты. | 7Д100.36 СБ-1 | ВК | Набор г/к, защитный наконечник. | Заедание или тугой ход поршневой пары. | Произвести разборку и сборку узла. | ||
| 5. | Установить на силовой поршень 19 пружину 20 сервомотора и шток 24 с пружиной 21. | 7Д100.36 СБ-1 | ВК | До установки пружины проверить легкость движения поршневой пары, заедание или тугой ход не допускается. | Заедание или тугой ход поршневой пары. | Произвести разборку и сборку узла. | ||
| 6. | Установить стакан 22 в сборе с крышкой 26, завернуть винты крепления стакана к корпусу 14. | 7Д100.36 СБ-1 | ВК | Отсутствие перекоса | Набор головок, удлинитель, ключ головочный. | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.19. Сборка золотниковой части | ||||||||
| 1. | Установить на хвостовик 5 втулку 8, тарелки 3 и 6, компенсирующую пружину 4, регулировочные прокладки 7. | 7Д100.36 СБ-1 рис 2.3.17. | ||||||
| 2. | Завернуть гайку 2 хвостовика. | 7Д100.36 СБ-1 рис 2.3.17. | ВК | Торец нижней тарелки 3 должен быть установлен в одной плоскости (заподлицо) с торцом втулки (см.р. 4.2.1.6.2 «Регулировка предварительной затяжки компенсирующей пружины»). | Набор г/к | |||
| 3. | Установить в буксу 10 золотник в сборе и ведущую шестерню 1 маслонасоса. | 7Д100.36 СБ-1 рис 2.3.17. | ВК, ИК | Ведущую шестерню насоса установить так, чтобы ее метка была против двух отверстий с конической резьбой. Зазор между выступом ведущей шестерни масляного насоса и втулкой в нижнем корпусе должен быть: min - 0,04 мм; max - 0,09 мм; брак – до 0,2 мм. | Набор щупов №2 | Увеличенный зазор | Заменить шестерни | |
| 5. | Завернуть три конических винта 24. | 7Д100.36 СБ-1 | ВК, ИК | Винты должны утопать относительно наружной поверхности буксы не более 1,5 мм | Отвертка, штангельциркуль. | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 9. | Вставить плунжер 11 с тарелкой 19 пружины измерителя и шарикоподшипниками 20. | 7Д100.36 СБ-1 | ВК, ИК | Зазор между золотником и плунжером: min - 0,03 мм; max - 0,04 мм; брак – до 0,10 мм. Подшипники установить в соответствии с требованиями прил. 17. | Набор щупов №1 | Увеличенный зазор или перекос плунжера. Перекос подшипников. | Заменить золотник и плунжер в паре. Переустановить подшипники. | |
| 10. | После сборки проверить: | |||||||
| - плотность крепления траверсы; | 7Д100.36 СБ-1 | ВК | Разобрать и собрать узел заново произведя все необходимые проверки и регулировки | |||||
| - легкость качания грузов; | 7Д100.36 СБ-1 | ВК | Свободно, без заеданий. | |||||
| - легкость и плавность передвижения золотника и плунжера; | 7Д100.36 СБ-1 | ВК | Ход плавный без заеданий | Увеличенный зазор | ||||
| - отсутствие осевого люфта золотника; | 7Д100.36 СБ-1 | ВК | Отсутствие осевого люфта | Осевой люфт | ||||
| - равномерность прилегания лапок рычагов грузов к наружной обойме шарикоподшипников. | 7Д100.36 СБ-1 | ВК | Равномерность прилегания лапок рычагов. | |||||
| 3.2.15.20. Сборка червячного редуктора Примечание: сборка редуктора производится при положении редуктора плоскостью крепления кверху. | ||||||||
| 1. | Вставить шестерню 4 выходного валика 3 в гнездо корпуса 11 редуктора. | Рис 2.3.18 | ||||||
| 2. | Ввести в отверстие корпуса червяк 5, одновременно надевая на него червячную шестерню 4. | Рис 2.3.18 | Установить валик по размерам (меткам) снятым при разборке редуктора. | |||||
| 3. | Вставить выходной валик 3 в отверстие корпуса, одновременно продевая его через червячную шестерню 4. | Рис 2.3.18 | ВК | Установить валик по размерам (меткам) снятым при разборке редуктора. | Молоток, медная выколотка, кольцевая проставка. | |||
| 4. | Завернуть фиксирующие винты 2 и 9. | Рис 2.3.18 | Отвертка | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Поставить пяты 8 на торец валика 3 и червяка 5, завернуть винты 7 с контргайками 6, обеспечив свободное осевое перемещение. | Рис 2.3.18 | ВК | Свободное осевое перемещение валиков | Набор г/к, отвертка. | ||||
| 5. | Установить редуктор на фланец стакана электродвигателя, осторожно вводя шестерню 4 с червяком 10 электродвигателя. | 7Д100.36 СБ-1 | ВК | Осевые люфты валиков редуктора обеспечить отворачиванием регулировочных винтов на 1/8¸1/4 оборота от положения упора. | Отвертка | |||
| 6. | Проверить правильность сборки редуктора проворачиванием ведущего червяка 10 с помощью отвертки. Предварительно смазать передачу. | 7Д100.36 СБ-1 | ВК | Легкое и плавное вращение. | Масло дизельное. | Затрудненное вращение | Смазать червяк и червячное колесо. Проверить межосевое расстояние. Сместить червяк до тех пор, пока вращение вала не будет плавным и без заеданий. Произвести необходимые замеры и подобрать компенсирующие прокладки. | |
| 7. | Положить на торец червяка 10 пяту 8, ввернуть в корпус винт 7 и закрепить его контргайкой 6. | 7Д100.36 СБ-1 | ВК | Обеспечить осевой люфт валиков редуктора отворачиванием винтов 7 на 1/8 – 1/4 оборота от положения упора. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.22. Сборка верхнего корпуса. | ||||||||
| 1. | Установить стакан 60 с электродвигателем и редуктором на крышку 62 и закрепить его гайками. | 7Д100.36 СБ-1 | ВК | Обратить внимание на количество регулировочных прокладок 62. | Набор г/к | |||
| 2. | Установить на выходной вал редуктора фрикционную муфту 74. | 7Д100.36 СБ-1 | ||||||
| 3. | Установить крышку в сборе с электродвигателем и редуктором в верхний корпус и закрепить ее болтами. | 7Д100.36 СБ-1 | ВК | Затяжка болтов должна производиться в соответствии с прил. 17. | Набор г/к | |||
| 4. | Установить в плиту 50 блок шестерен 52 в сборе. | 7Д100.36 СБ-1 | ВК | Шестерни свободно входят в зацепление Отсутствие перекоса. | Молоток. | Перекос шестерен. | Разобрать и собрать узел. | |
| 5. | Установить валик 55 рукоятки и шайбу 54. | 7Д100.36 СБ-1 | ||||||
| 6. | Установить шестерню указателя 47. | 7Д100.36 СБ-1 | ||||||
| 7. | Установить рукоятку 56 на валик 55 и закрепить ее гайкой. | 7Д100.36 СБ-1 | Набор г/к | |||||
| 8. | Установить валик 51 рейки с шестерней на плиту. | 7Д100.36 СБ-1 | ||||||
| 9. | Установить шестеренчатый валик 47 с кольцом 48 и гайкой 49 на валик 51. | 7Д100.36 СБ-1 | ||||||
| 10. | Установить зубчатую рейку 30 в сборе с рычагом 28 и плунжером 29. | 7Д100.36 СБ-1 | ||||||
| 11. | Установить рейку 73 в сборе с кулачком 69. | 7Д100.36 СБ-1 | ||||||
| 12. | Установить плиту в сборе на верхний корпус и закрепить ее винтами. | 7Д100.36 СБ-1 | ВК | При монтаже валика 51 в верхний корпус обратить внимание, чтобы не повредить манжету. | Отвертка | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 13. | Ввести в зацепление шестерню фрикционной муфты и закрепить ее на лыске выходного валика редуктора винтом 75. | 7Д100.36 СБ-1 | Отвертка | |||||
| 14. | Установить на плиту 2 шкалу и закрепить ее винтами. | 7Д100.36 СБ-1 | Отвертка | |||||
| 15. | Установить на шкалу упор максимальных оборотов и закрепить его винтами. | 7Д100.36 СБ-1 | Отвертка | |||||
| 16. | Установить на верхний корпус крышки 76 и закрепить их болтами. | 7Д100.36 СБ-1 | Набор г/к | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.15.22. Общая сборка регулятора. | ||||||||
| 1. | Установить в корпусе регулятора ведомую шестерню 11 масляного насоса на ось. | 7Д100.36 СБ-1 | ВК, ИК | Вращение шестерни на оси должно быть свободным без заеданий. Зазор между выступом ведущей шестерни масляного насоса и втулкой в нижнем корпусе: min - 0,04 мм; max - 0,09 мм; брак – до 0,2 мм. | Набор щупов | Увеличенный зазор | Заменить шестерню | |
| 2. | Установить на корпус регулятора золотниковую часть. | 7Д100.36 СБ-1 | ВК, ИК | Золотниковая часть должна вращаться в корпусе регулятора свободно без заеданий. Зазор между золотником и буксой: - по меньшему диаметру: min - 0,04 мм; max - 0,06 мм; брак – до 0,15 мм. - по большему диаметру: min - 0,04 мм; max - 0,05 мм; брак – до 0,12 мм. | Набор щупов №1 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3. | Закрепить нижний корпус с приводом на корпусе регулятора, навернув гайки на шпильки корпуса. | 7Д100.36 СБ-1 | ВК | 1. После затяжки гаек золотниковая часть регулятора должна вращаться в корпусе свободно без заеданий | Набор г/к | |||
| 2.При установке нижнего корпуса на корпус регулятора необходимо, чтобы косое сверление в нижнем корпусе не перекрывалось корпусом регулятора. | ||||||||
| 4. | Установить регулировочные шайбы под фланец 64 и отрегулировать продольный люфт золотниковой части согласно п. 4.2.1.6.3. | 7Д100.36 СБ-1 | ВК | п. 4.2.1.6.3. | ||||
| 5. | Установить на корпус регулятора прокладку и сервомотор и | 7Д100.36 СБ-1 | ВК | При креплении сервомотора затяжку гаек производить равномерно, без чрезмерного усилия, для устранения возможной деформации корпуса и заклинивания поршневой пары. См. прил. 17. | Набор г/к | |||
| 6. | Установить пружину 32 измерителя. | 7Д100.36 СБ-1 | ||||||
| 7. | Установить прокладку на корпус регулятора, установить верхний корпус и закрепить его винтами. | 7Д100.36 СБ-1 | Отвертка | |||||
| 8. | Установить пружину измерителя. | 7Д100.36 СБ-1 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 9. | Установить прокладку на корпус регулятора, установить верхний корпус и закрепить его винтами. | 7Д100.36 СБ-1 | Отвертка | |||||
| 10. | Установить зубчатую рейку 30 с рычагом 28 в верхний корпус и соединить рычаг с осью 68. | 7Д100.36 СБ-1 | ||||||
| 11. | Установить прокладку на верхний корпус регулятора. | 7Д100.36 СБ-1 | ||||||
| 12. | Установить на верхний корпус крышку 46 в сборе с контактной системой крышку 66 и закрепить их болтами. | 7Д100.36 СБ-1 | ВК | Затяжку болтов производить равномерно, без чрезмерного усилия. См. прил. 17. | Набор г/к | |||
| 13. | Закрепить на крышках колпак 27 и колпак контактной системы. | 7Д100.36 СБ-1 | ||||||
| 3.2.15.23. Установка регулятора на дизель. Установку регулятора на дизель произвести в порядке, обратном демонтажу регулятора. При установке регулятора на дизель особое внимание должно быть обращено на установку регулятора без перекоса. Перед закреплением регулятора на корпусе привода необходимо убедиться, что серьга рычага 2 в свободно перемещается в пазу вилки штока сервомотора. Пальцы шарниров ручной передачи от регулятора к рейкам топливных насосов должны плотно входить в отверстия и, вместе с тем, свободно проворачиваться в них. Заедания и люфты в шарнирах вызывают неустойчивую работу регулятора. После установки регулятора проверить выход реек топливных насосов. В случае необходимости отрегулировать согласно р.4.2.1 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.16. Водяной насос. | ||||||||
| 3.16.1. Замена сальника водяного насоса Примечание: сальник подлежит замене, если течь в нем превышает 60 капель в минуту и не устраняется подтяжкой. | ||||||||
| 1. | Для замены сальниковой набивки Отвернуть гайки крепления нажимной втулки сальника и сдвинуть ее по валу. | 9Д100 11 СБ-1 | Набор г/к, отвертка | |||||
| 2. | Специальным штопором удалить старую сальниковую набивку. | 9Д100 11 СБ-1 | Штопор специальный. | |||||
| 3. | Поставить 5 новых колец из графитизированного асбеста. | 9Д100 11 СБ-1 | ВК | Стыки колец не должны располагаться в одной плоскости. После замены сальниковой набивки допускается течь воды из сальника в течение 10¸15 мин. | Сальниковая набивка из графитизированного асбеста. | |||
| 4. | После замены набивки подтягивать сальник через небольшие промежутки времени для постепенной приработки набивки к валу. | 9Д100 11 СБ-1 | ВК | Каплепадение в пределах 10 60 капель в минуту. | Набор г/к. | При меньшем каплепадении сальник может перегреться. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.17. Топливный фильтр грубой очистки топлива. | ||||||||
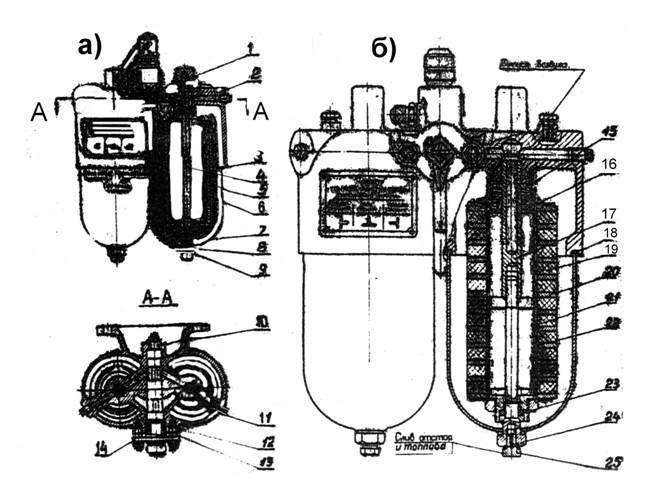 | Рис 2.3.19. Топливные фильтры. а) Фильтр грубой очистки топлива. б) Фильтр тонкой очистки топлива. 1 – рукоятка; 2 – корпус; 3, 8 и 18 – прокладки; 4 – шпилька; 5 – внутренняя секция; 6 – наружная секция; 7 – колпак; 9, 24 – стяжные болты; 10 и 25 – пробки; 11 – коническая пробка; 12, 13 – резиновые кольца; 14 – нажимной фланец; 15 – пружина; 16 – сальник; 17 – стержень; 19 и 20 – войлочные пластины; 21 – сетка; 22 – чехол; 23 – сальник. | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.17.1. Разборка топливного фильтра грубой очистки топлива. | ||||||||
| 1. | Отвернуть пробки в стяжных болтах и слить топливо из обеих секций фильтра. | 7Д100.69.001 СБ-1 Рис. 2.3.19 | Ключ специальный | |||||
| 2. | Отвернуть стяжные болты крепления колпаков. | Рис. 2.3.19 | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | см. п. 4.1.8 | |
| 3. | Снять колпаки вместе с коническими пружинами и проставками. | Рис. 2.3.19 | ВК | Целостность колпаков и пружин | Трещины любых видов и расположения на колпаках; потеря упругости, поломка пружин | Заменить неисправные детали. | ||
| 4. | Вынуть секции фильтра. | Рис. 2.3.19 | Набор г/к | |||||
| 5. | Если в процессе эксплуатации были обнаружены дефекты 3-х ходового крана: подтекание топлива по сальнику, заедание, заклинивание крана, то необходимо разобрать кран и отревизировать его. Для чего снять рукоятку переключения, отвернуть болты крепления нажимного фланца, снять нажимной фланец, вынуть резиновые уплотнительные кольца и пробку крана. | Рис. 2.3.19 | ВК | Отсутствие задиров, вмятин на притертых рабочих поверхностях пробки крана и корпуса. Износ резиновых уплотнений. | Набор г/к, лупа, краска для контроля плотности прилегания деталей «берлинская лазурь» или подобная | Задиры, вмятины на рабочих поверхностях пробки крана и седла. Износ резиновых уплотнений. | Проверить плотность прилегания пробки и крана по краске. При неудовлетворительных результатах – заменить детали. Прокладки – заменить на новые. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.17.2. Осмотр топливного фильтра грубой очистки топлива. | ||||||||
| 1. | Очистить от загрязнения внутренние полости и каналы, промыть в дизельном топливе. | 9Д100 11 СБ-1 Рис. 2.3.19 | ВК | Чистота деталей | Отфильтрованное дизельноетопливо, промывочная ванна, щетки, перчатки резиновые. | |||
| 2. | Промыть фильтрующие секции согласно р. 3.2.25.5. Промывку произвести в двух ваннах, протереть волосяной щеткой, дать стечь топливу и продуть снаружи воздухом. | Рис. 2.3.19 | ВК | Чистота секций | Топливо дизельное, промывочная ванна, рукав резиновый, волосяная щетка, перчатки резиновые. | |||
| 3. | Осмотреть поверхности секций фильтра. | Рис. 2.3.19 | ВК | Поверхности не должны иметь повреждений. На поверхности каждой секции допускается запайка не более 10 поврежденных мест общей площадью не более 10 см2 | Разрывы фильтрующих секций. | Заменить секцию | ||
| 5. | Осмотреть уплотнительные прокладки. | Рис. 2.3.19 | ВК | Отсутствие повреждений. | Повреждения прокладок различного характера. | Заменить прокладки. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.17.3. Сборка топливного фильтра грубой очистки топлива. | ||||||||
| 1. | Установить секции фильтра в корпус. | 9Д100 11 СБ-1 Рис. 2.3.19 | ||||||
| 2. | Установить проставки с коническими пружинами. | Рис. 2.3.19 | ||||||
| 3. | Установить прокладку между корпусом и колпаком. Во избежание прогиба колпака от чрезмерной затяжки паронитовые прокладки под колпаками должны меняться через 1000 часов работы дизеля. | Рис. 2.3.19 | ВК | Отсутствие повреждений прокладки. Усилие затяжки должно соответствовать р.3 (табл. 3.1) | Набор г/к, ключ динамометрический. | |||
| 4. | Установить медные прокладки под головки стяжных болтов. | Рис. 2.3.19 | ВК | Отсутствие повреждений прокладок (риски, вмятины, задиры – не допускаются). | Лупа. | |||
| 5. | Завернуть стяжные болты. | Рис. 2.3.19 | ВК | Усилие затяжки должно соответствовать р.3 (табл. 3.1) | Набор г/к, ключ динамометрический. | |||
| 6. | Надеть рукоятку на пробку трехходового крана. | Рис. 2.3.19 | ВК | Положение знака “Т” на пробке должно совпасть со знаком “Т” на рукоятке. | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.18. Топливный фильтр тонкой очистки топлива. | ||||||||
| 3.2.18.1. Разборка топливного фильтра тонкой очистки топлива. | ||||||||
| 1. | Отвернуть пробки в стяжных болтах и слить топливо из обеих секций фильтра. | 3Д100.69.002-1 Рис. 2.3.19 | Набор г/к, емкость для слива топлива | |||||
| 2. | Отвернуть стяжные болты крепления колпаков. | Рис. 2.3.19 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 3. | Снять колпаки и вынуть секции тонкой очистки. | Рис. 2.3.19 | ВК, При необходимости КК | Целостность колпаков | Лупа | Трещины любых видов и расположения на колпаках | Заменить колпаки. | |
| 4. | Отвернуть гайку на секции тонкой очистки. | Рис. 2.3.19 | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 5. | Вынуть пружины секций из корпуса. | Рис. 2.3.19 | ВК | Целостность пружин | Потеря упругости, поломка пружин | Заменить поврежденные пружины | ||
| 6. | Снять пластину нажимную. | Рис. 2.3.19 | ВК | Отсутствие деформаций | Деформация пластины | Восстановить форму пластины. | ||
| 7. | Снять пластины фильтра. | Рис. 2.3.19 | ||||||
| 8. | Снять чехол. | Рис. 2.3.19 | ||||||
| 3.2.18.2. Осмотр топливного фильтра тонкой очистки топлива. | ||||||||
| 1. | Очистить от загрязнений внутренние полости и каналы, промыть их дизельным топливом. | Рис. 2.3.19 | ВК | Чистота поверхностей | Отфильтрованное дизельное топливо, ванна промывочная | |||
| 2. | Промыть фильтрующие пластины согласно р.3.2.25.6. Снять металлической щеткой грязь с поверхности пластин. Поместить фильтрующие секции в собранном виде в промывочную ванну. | Рис. 2.3.19 | ВК | Чистота пластин | Отфильтрованное дизельное топливо, ванна промывочная, металлическая щетка. | . | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3. | Разобрать секции. | |||||||
| 4. | Каждую пластину фильтра тщательно промыть в чистом дизельном топливе и выжать рукой, затем сложить по 2-3 пластины и выжать между двумя чистыми досками. Промывку пластин повторить несколько раз. | 3Д100.69.002-1 | ВК | Чистота пластин | Отфильтрованное дизельное топливо, ванна промывочная, волосяная щетка, перчатки резиновые. | |||
| 5. | Промыть шелковый чехол и сетку секции в профильтрованном дизельном топливе. | 3Д100.69.002-1 | ВК | Чистота чехла. | Отфильтрованное дизельное топливо, ванна промывочная, перчатки резиновые. | |||
| 6. | Одновременно с промывкой секций тонкой очистки промыть корпус и колпаки фильтра. С последующей продувкой сжатым воздухом. | 3Д100.69.002-1 | ВК | Чистота корпуса и колпаков. | Отфильтрованное дизельное топливо, ванна промывочная, волосяная щетка, перчатки резиновые. | |||
| 7. | Осмотреть поверхности пластин. | Рис. 2.3.19 | ВК | Отсутствие вмятин, задиров и других повреждений. | Лупа | Задиры, вмятины и другие повреждения. | Заменить пластину. | |
| 8. | Проверить деформацию пластин. | Рис. 2.3.19 | ВК | Пластины должны иметь упругую деформацию. | Лупа | Наличие остаточной деформации пластин | Заменить пластину | |
| 9. | Проверить состояние чехлов. | Рис. 2.3.19 | ВК | Отсутствие повреждений. | Лупа | Повреждения чехлов. | Заменить поврежденные чехлы. | |
| 10. | Осмотреть секции тонкой очистки. | Рис. 2.3.19 | ВК | Отсутствие повреждений и ржавчины. | Лупа | Повреждения, ржавчина. | Заменить пластины, удалить ржавчину. | |
| 11. | Осмотреть уплотнительные прокладки. | 3Д100.69.002-1 | ВК | Отсутствие повреждений. | Лупа | Повреждения прокладки. | Заменить прокладку. | |
| 12. | Осмотреть уплотнительные сетки. | 3Д100.69.002-1 | ВК | Отсутствие повреждений. | Лупа | Повреждения сетки. | Заменить сетку. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.18.3. Сборка топливного фильтра тонкой очистки топлива. | ||||||||
| 1. | Надеть на сетку тонкой очистки шелковый чехол. | 3Д100.69.002-1 Рис. 2.3.19 | ВК | Чехол одевается швом наружу. | ||||
| 2. | Набрать пластины фильтра на сетку тонкой очистки. При сборке секции добавить одну – две пластины фильтра, так как после промывки толщина пластин уменьшается. | Рис. 2.3.19 | ВК | В наборе пластин между толстыми пластинами фильтра должна стоять тонкая. | ||||
| 3. | Сверху установить пластину нажимную. | Рис. 2.3.19 | ||||||
| 4. | Завернуть гайку на секции тонкой очистки до упора. | Рис. 2.3.19 | ВК | Усилие сжатия пластин 250¸300 кг. | Ключ динамометрический | Получение меньшего усилия затяжки. | Добавить необходимое количество пластин. | |
| 5. | Установить секции в корпус фильтра. | Рис. 2.3.19 | ||||||
| 6. | Установить пружины в корпус. | Рис. 2.3.19 | ||||||
| 7. | Завернуть стяжные болты. | Рис. 2.3.19 | Набор г/к. | |||||
| ВНИМАНИЕ!После запуска дизеля выпустить воздух из фильтров через пробки, установленные в верхней части корпуса (Рис. 2.3.19). | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.19. фильтр масла сетчатый | ||||||||
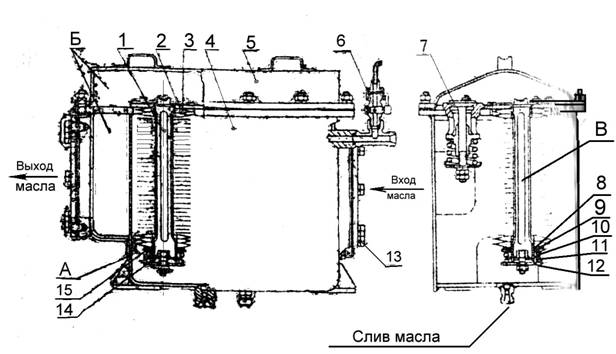 | Рис 2.3.20. Фильтр масла сетчатый. 1 – фильтрующий элемент; 2 – фланец; 3 – секция фильтра (всего секций - 34); 4 – корпус; 5 – крышка; 6 – кран; 7 – клапан; 8 – уплотнение; 9 – тарелка; 10 – пружина; 11 – гайка; 12 – упор; 13 – штуцер; 14 – донышко; 15 – труба. | |||||||
| 3.2.19.1. Разборка сетчатого фильтра масла. | ||||||||
| 1. | Слить масло из корпуса через штуцер. | 15Д100.67 СБ-1 Рис 2.3.20. | Емкость для слива масла, набор г/к. | |||||
| 2. | Снять крышку. | 15Д100.67 СБ-1 | Набор г/к | |||||
| 3. | Расшплинтовать и отвернуть болты крепления фильтрующих элементов. | 15Д100.67 СБ-1 | ВК | см. п.4.1.8 | Набор г/к, плоскогубцы | Повреждения резьбы. | см. п.4.1.8 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 4. | Вынуть фильтрующие элементы. | 15Д100.67 СБ-1 | ВК | Выемку производить осторожно во избежание повреждения секций фильтра. | ||||
| 5. | Расшплинтовать и отвернуть корончатую гайку. | 15Д100.67 СБ-1 | ВК | см. п.4.1.8 | Набор г/к, плоскогубцы | Повреждения резьбы. | см. п.4.1.8 | |
| 6. | Снять уплотнение, пружину, упор, тарелку. | 15Д100.67 СБ-1 | ВК | Целостность деталей | Набор г/к | 1..Разрыв уплотнения. 2.Потеря упругости или поломка пружины. 3.Смятия, трещины и сколы тарелки | Заменить соответствующие детали | |
| 7. | Снять секции фильтра. | 15Д100.67 СБ-1 | ||||||
| 3.2.19.2. Осмотр сетчатого фильтра масла. | ||||||||
| 1. | Очистить от загрязнений и промыть дизельным топливом все детали корпуса. После разборки фильтрующих элементов каждую секцию фильтра поместить в ванну с чистым дизельным топливом. Наружную поверхность секций фильтра промыть мягкой волосяной щеткой согласно р.3.2.25.7. Для лучшей очистки от загрязнений каждую секцию фильтра промыть последовательно в двух ваннах. После промывки продуть каждую секцию фильтра сжатым воздухом. | 15Д100.67 СБ-1 | ВК | Чистота секций, корпуса и деталей. | Топливо дизельное, ванна промывочная, щетка волосяная, рукав резиновый. | Промывку осуществлять в двух ваннах. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 2. | Проверить сетки на секциях фильтра. | 15Д100.67 СБ-1 | ВК | Повреждения не допускаются. | Деформации, разрывы сеток | Заменить секцию. | ||
| 3. | Проверить состояние клапанов. | 15Д100.67 СБ-1 | ВК | Отсутствие зависание клапанов. | Зависание клапана | Устранить причину зависания клапана, при невозможности - заменить клапан | ||
| 4. | Осмотреть кольцевые поверхности сопряжения фильтрующих элементов. | 15Д100.67 СБ-1 | ВК, ИК | Отсутствие повреждений, вмятин, забоин. В местах прилегания фильтрующих элементов в собранной секции щуп 0,1мм не должен проходить. | Набор щупов №1 | Наличие повреждений, вмятин, забоев. | Заменить фильтрующий элемент. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.19.3. Сборка сетчатого фильтра масла. | ||||||||
| 1. | На трубку каркаса установить фильтрующие секции. | 15Д100.67 СБ-1 | ||||||
| 2. | Установить уплотнение, пружину, тарелку. | 15Д100.67 СБ-1 | ||||||
| 3. | Завернуть и зашплинтовать корончатую гайку. | 15Д100.67 СБ-1 | ВК | Совпадение отверстия под штифт. | Набор г/к, плоскогубцы | Несовпадение отверстия под штифт. | Довернуть гайку до совпадения отверстий. | |
| 4. | Установить фильтрующие элементы в корпус фильтра. | 15Д100.67 СБ-1 | ||||||
| 5. | Затянуть и зашплинтовать болты крепления фильтрующих элементов. | 15Д100.67 СБ-1 | ВК, ИК | Щуп 0,1 мм не должен проходить между плоскостью фланца фиксирующего элемента и плоскостью верхнего листа корпуса. | Набор г/к, плоскогубцы, набор щупов №2. | Свободная посадка шплинта | Подобрать соответствующий шплинт. | |
| 6. | Закрыть фильтр крышкой. | 15Д100.67 СБ-1 | ||||||
| 7. | Завернуть гайки. | 15Д100.67 СБ-1 | ВК | Порядок завертывания гаек см прил. 17. | Набор г/к | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.20. фильтр тонкой очистки масла. | ||||||||
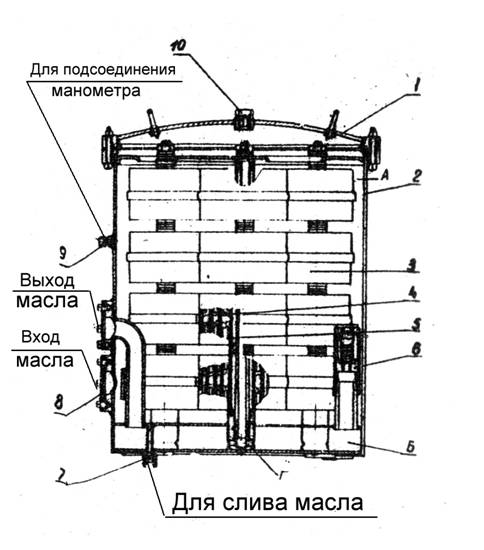 | Рис. 3.2.21. Фильтр тонкой очистки масла. 1 – крышка; 2 – корпус; 3 – секция тонкой очистки; 4 – фильтрующий элемент бумажный; 5 – фенопластовая трубка; 6 – перепускной клапан; 7 и 9 – штуцеры; 8 – диафрагма; 10 – пробка. | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.20.1. Разборка фильтра тонкой очистки масла. | ||||||||
| 1. | Слить масло из фильтра через штуцер. | 3Д100.63 СБ-1 рис 3.2.21 | Емкость для слива масла, набор г/к. | |||||
| 2. | Отвернуть болты. | рис 3.2.21 | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 3. | Снять крышку фильтра. | 3Д100.63 СБ-1 рис 3.2.21 | ||||||
| 4. | Отвернуть гайки крепления секций тонкой очистки масла. | рис 3.2.21 | ВК | См прил. 17 Выемку производить осторожно во избежание повреждения секций фильтра. | Набор г/к | Повреждения резьбы. | см. п. 4.1.8 | |
| 5. | Снять решетку. | рис 3.2.21 | ||||||
| 6. | Вынуть секции тонкой очистки масла с уплотнительными прокладками. | рис 3.2.21 | ВК | Целостность прокладок | Разрыв прокладок. | Заменить прокладки | ||
| 7. | Снять и разобрать перепускной клапан. | рис 3.2.21 | Набор г/к | |||||
| 3.2.20.2. Осмотр фильтра тонкой очистки масла. | ||||||||
| 1. | Очистить и промыть чистым дизельным топливом внутренние поверхности корпуса фильтра, детали перепускного клапана. В соответствии с р. 3.2.25.6. | 3Д100.63 СБ-1 рис 3.2.21 | Отфильтрованное дизельное топливо, ванна промывочная, щетка волосяная | |||||
| 2. | Проверить плотность прилегания шарика к корпусу перепускного клапана. | 3Д100.63 СБ-1 | ВК | На притертых поверхностях не должно быть задиров, вмятин и других дефектов. | Задиры, вмятины, царапины | Притереть шарик к корпусу, при невозможности - заменить шарик (корпус) с притиркой. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3. | Прочистить отверстия для прохода масла в стержнях, после промывки – продуть отверстия сжатым воздухом | 3Д100.63 СБ-1 | ВК | Чистота отверстий | Отфильтрованное дизельное топливо, мягкая проволока, ветошь безворсовая, ерш с мягкой щетиной, шланг резиновый. | |||
| 4. | Проверить состояние уплотнительных прокладок. | 3Д100.63 СБ-1 | ВК | Отсутствие разрывов или разбуханий. | Лупа | Разрывы или разбухание прокладки. | Заменить прокладку. | |
| 3.2.20.3. Сборка фильтра тонкой очистки масла. | ||||||||
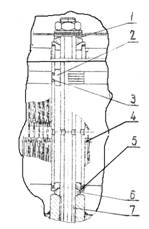 | Рис. 3.2.22. Уплотнение бумажных секций тонкой очистки на стержне. 1 и 5 – кольца сальников; 2 – кольцо; 3 – прокладка; 4 – секция тонкой очистки; 6 – сальник; 7 – стержень; | |||||||
| 1. | Установить новые секции тонкой очистки масла с уплотнительными прокладками. | 3Д100.63 СБ-1 рис 3.2.22. | ||||||
| 2. | Установить решетку. | рис 3.2.22. | ||||||
| 3. | Завернуть гайки крепления секций тонкой очистки на стержне. | рис 3.2.22. | Набор г/к | |||||
| 4. | Установить крышку фильтра. | рис 3.2.22. | ||||||
| 5. | Завернуть болты. | рис 3.2.22. | Набор г/к | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.21. Фильтр масла центробежный. | ||||||||
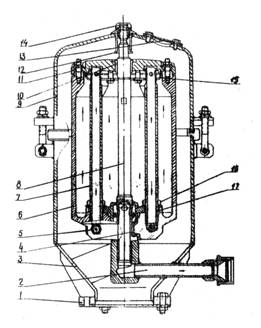 | Рис. 3.2.23. Фильтр масла центробежный 1 – фланец; 2 – труба подвода масла; 3 – корпус фильтра; 4 – нижняя втулка; 5 – сопло; 6 – корпус ротора; 7 – трубка; 8 – ось ротора; 9 – крышка фильтра; 10 – верхняя втулка; 11 – крышка ротора; 12 – пята; 13 – смотровое окно; 14 – пробка; 15 – ограничитель; 16 – гайка; 17 – камера. | |||||||
| 3.2.21.1. Разборка фильтра масла центробежного. | ||||||||
| 1. | Отвернуть пробку на крышке фильтра. | Д100.64СБ | Набор г/к | |||||
| 2. | Раскрепить откидные болты. | Д100.64СБ | ВК | см. п.4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 3. | Снять крышку фильтра. | Д100.64СБ | ВК | Отсутствие повреждений: вмятин, короблений. | Лупа | Вмятины, коробления крышки. | Выправить киянкой, при больших повреждениях – заменить крышку | |
| 4. | Вынуть ротор центробежного фильтра. | Д100.64СБ | ВК | Отсутствие повреждений | Вмятины | Выправить вмятины, киянкой | ||
| 5. | Отвернуть гайки на крышке ротора. | Д100.64СБ | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | см. п.4.1.8 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 6. | Снять крышку ротора. | Д100.64СБ | ВК | Отсутствие повреждений | Лупа | Трещины, раковины | Заменить крышку | |
| 7. | Вынуть ротор и разобрать его. | Д100.64СБ | ВК | Отсутствие повреждений | Лупа, набор г/к | Вмятины на корпусе ротора | Выправить вмятины киянкой. | |
| 3.2.21.2. Осмотр фильтра масла центробежного. | ||||||||
| 1. | При помощи деревянного скребка тщательно очистить стенки ротора от грязи. | Д100.64СБ | ВК | Отсутствие грязи. | Скребок деревянный, топливо дизельное, ванна промывочная. | |||
| 2. | Прочистить сопловые отверстия, продуть сжатым воздухом. | Д100.64СБ | ВК | Отсутствие грязи. | Проволока мягкая, топливо дизельное, ветошь безворсовая, ванна промывочная | |||
| 3. | Промыть крышку, корпус и ротор в чистом дизельном топливе. | Д100.64СБ | ВК | Отсутствие грязи. | Топливо дизельное, ванна промывочная ветошь безворсовая | |||
| 4. | Продуть крышку, корпус и ротор сжатым воздухом. | Д100.64СБ | Рукав резиновый | |||||
| 5. | Осмотреть состояние поверхностей верхней и нижней втулок. | Д100.64СБ | ВК | Отсутствие повреждений | Лупа. | Износ, задиры, царапины, трещины | Заменить втулку | |
| 6. | Проверить крепление трубок в корпусе ротора. | Д100.64СБ | ВК | Плотная посадка | Набор г/к | Ослабленное крепление | Затянуть гайки крепления трубок | |
| 3.2.21.3. Сборка фильтра масла центробежного. | ||||||||
| ВНИМАНИЕ! Сборка ротора фильтра должна производиться по имеющимся меткам и цифрам клеймения. Установка новых деталей или деталей другого ротора не допускается. В случае замены деталей ротор должен быть заново отбалансирован. Допустимый дисбаланс – 5 гсм. Перед балансировкой на вновь установленные детали сделать соответствующее клеймение. | ||||||||
| 1. | Установить крышку ротора. | Д100.64СБ | ||||||
| 2. | Завернуть гайки крепления крышки корпуса. | Д100.64СБ | ВК | Порядок завертывания гаек см прил. 17. Усилие затяжки должно соответствовать р.3 (табл. 3.1) | Набор г/к | Перекос крышки | Разобрать и собрать узел заново с учетом требований прил. 17. | |
| 3. | Собранный ротор установить в корпус фильтра масла центробежного. | Д100.64СБ | ||||||
| 4. | Проверить вращение ротора на оси. | Д100.64СБ | ВК | Ротор должен свободно вращаться от руки. | ||||
| 5. | Установить крышку корпуса фильтра. | Д100.64СБ | ||||||
| 6. | Затянуть пробку. | Д100.64СБ | Набор г/к | |||||
| 7. | Установить откидные болты. Откидные болты затягивать равномерно после затяжки пробки на оси ротора. | Д100.64СБ | ВК | Неравномерная затяжка откидных болтов ведет к перекосу оси и увеличению сопротивления вращению ротора. | Набор г/к | Неравномерная затяжка болтов | Ослабить и заново затянуть болты. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.22. холодильник воды | ||||||||
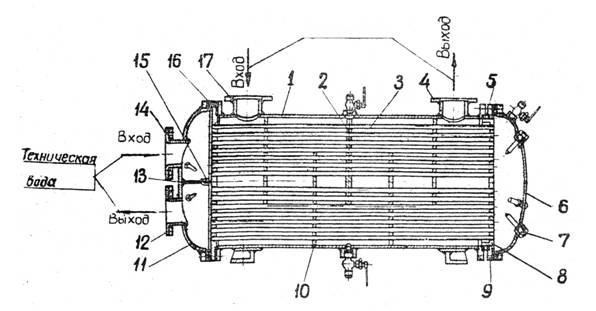 | Рис. 3.2.24. Холодильник воды 1 – корпус; 2, 10 – перегородки; 3 – охлаждающая трубка; 4 – патрубок выхода воды охлаждения внутреннего контура; 5 – резино – металлическое кольцо; 6 и 11 – крышки; 7 – цинковые протекторы; 8 – подвижная трубная доска; 9 – нажимной фланец; 12 – патрубок выхода технической воды; 13 – перегородка; 14 – патрубок входа технической воды; 15 – прокладка; 16 – неподвижная трубная доска; 17 – патрубок входа воды охлаждения внутреннего контура. | |||||||
| 3.2.22.1. Разборка холодильника воды. | ||||||||
| 1. | Слить из системы воду ниже уровня холодильника. Отсоединить от холодильника трубопроводы технической и воды охлаждения внутреннего контура. | 7Д100.65СБ | ВК | По уровнемеру | Набор г/к, поддоны для крепежных деталей | |||
| 2. | Слить из холодильника воду. | |||||||
| 3. | Снять крышки, нажимной фланец и резинометаллическое уплотнительное кольцо. | 7Д100.65СБ | Набор г/к | |||||
| 4. | Вынуть охлаждающий элемент. | 7Д100.65СБ | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.22.2. Осмотр холодильника воды. | ||||||||
| 1. | Промыть трубки снаружи и внутри струей воды. | Рукав резиновый | ||||||
| 2. | Очистить внутреннюю поверхность корпуса холодильника от грязи, промыть водой. Осмотреть места заделки трубок в трубные доски. | 7Д100.65СБ | ВК | Отсутствие трещин, повреждений трубок и отверстий в трубных досок. | Кардощетка, скребок, ветошь, рукав резиновый, ручная шлифовальная машина, лупа, фотоаппарат. | Трещины, сквозные раковины | Разделать и заварить повреждения электросваркой. Проверить целостность трубок пневмоаквариумным способом. | Фотографии трубных досок с отмеченными на них дефектными трубками приложить к отчетным документам |
| 3. | Просушить охлаждающий элемент и корпус продувкой воздухом. | 7Д100.65СБ | Рукав резиновый | |||||
| 4. | Промыть холодильник согласно р.3.2.25.1. | 7Д100.65СБ | Рукав резиновый | |||||
| 5. | Провести гидроиспытания полостей пресной и технической воды. Полость охлаждающей воды 1-го контура испытывать при снятых крышках и затянутом резино-металлическом кольце водой под давлением 6 кг/см2. Продолжительность: 5 мин. Полость технической воды испытывать при собранном холодильнике водой под давлением 2,5 кг/см2. Продолжительность: 5 мин. | 7Д100.65СБ Рис. 3.2.24. | ВК | Отсутствие падение давления по манометру, течи, свищей, каплеобразований. | Рукав резиновый, гидропресс, манометры тип МТП 160, МП 4-У. | Течи по заделке трубок. Неплотности по фланцам поз. 12, 14; 4, 17. | Дополнительная развальцовка трубок. Допускается устранение течи установкой заглушек с двух сторон трубки. Количество заглушаемых трубок не более 30 или 10% от общего количества трубок. | |
| 6. | Осмотреть паронитовые прокладки и резиновые части резино - металлического уплотнительного кольца. | 7Д100.65СБ | ВК | Отсутствие повреждений. | Лупа | Разрывы уплотнений, трещины | Заменить прокладки или уплотнительное кольцо. | |
| 7. | Осмотреть протекторы. | 7Д100.65СБ | ВК | Отсутствие следов разъедания. | Лупа | Раковины. Коррозионный износ более 50% толщины стенки холодильника. | Зачистить и наплавить электросваркой с последующей обработкой. Заменить охладитель. | |
| 3.2.22.3. Сборка холодильника воды. Сборка производится в обратном порядке. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.23. холодильник масла | ||||||||
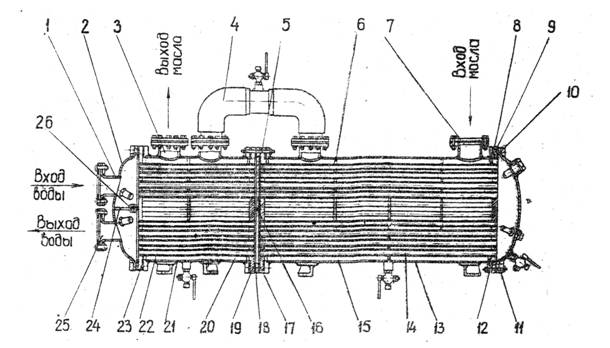 | Рис. 3.2.25. Холодильник масла 1 – входной патрубок крышки; 2, 10 – крышки; 3, 7 – патрубки входа и выхода масла; 4 – переходной патрубок; 5 и 11– шпильки; 6, 16 и 24 – перегородки; 8 – подвижная трубная доска; 9 – нажимной фланец; 12 – резино – металлическое уплотнение; 13 и 21 – корпуса основного и дополнительного холодильников; 14 и 22 – охлаждающие трубки; 15 – основной холодильник; 17, 19 и 23 – трубные доски; 18 – проставочный фланец; 20 – дополнительный патрубок; 25 – выходной патрубок крышки; 26 – прокладка. | |||||||
| 3.2.23.1. Разборка холодильника масла. | ||||||||
| 1. | Слить из системы воду и масло ниже уровня холодильника. Отсоединить от холодильника трубопроводы воды и масла. | 15Д100.66СБ-1 Рис. 3.2.25 | ВК | Насос перестает качать масло, воду. | Набор г/к, поддоны для крепежных деталей | |||
| 2. | Слить остатки из холодильника воду и масло через дренажные вентили. | ВК | Емкость для слива масла, емкость для слива воды, рукав резиновый, штуцер. | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3. | Снять переходной патрубок между основным и дополнительным холодильником. | 15Д100.66СБ-1 Рис. 3.2.25 | ВК | Отсутствие трещин на патрубке. Отсутствие рисок, забоин на поверхностях фланцев. | Набор г/к, поддоны для крепежных деталей, лупа. | Трещины на патрубке, сварных швах. Риски, забоины на уплотнительных поверхностях фланцев. | Заварить трещины. | |
| 4. | Отсоединить дополнительный холодильник, открутив гайки на фланце корпуса основного холодильника. | 15Д100.66СБ-1 | ВК | Целостность крепежных деталей. | Набор г/к, поддоны для крепежных деталей, лупа. | Повреждения резьбы. | см. п. 4.1.8 | |
| 5. | Снять крышки, нажимной фланец, резино – металлическое уплотнительное кольцо и резино - металлическую перегородку. | 15Д100.66СБ-1 | ВК | Целостность крепежных деталей Отсутствие трещин, сквозных раковин на крышке | Набор г/к, поддоны для крепежных деталей, лупа. | Трещины, сквозные раковины на крышке. | Произвести разделку трещин, заварить электросваркой с последующей обработкой дефектные детали. | |
| 6. | Вынуть охлаждающий элемент основного холодильника. | 15Д100.66СБ-1 | В дополнительном холодильнике охлаждающий элемент не снимается. | |||||
| 7. | Продуть снаружи трубки охлаждающего элемента основного холодильника струей пара низкого давления (до 6 кгс/см2). | 15Д100.66СБ-1 | ВК | Чистота трубок, отсутствие налета от грязного масла. | Рукав резиновый, штуцер, ветошь. | |||
| 8. | Просушить трубки обдув их сжатым воздухом | 15Д100.66СБ-1 | ||||||
| 9. | Очистить внутреннюю поверхность корпуса основного холодильника от грязи и промыть дизельным топливом. | 15Д100.66СБ-1 | ВК | Чистота внутренней поверхности корпуса. | Кардощетка, ручная шлиф. машина, кардокруг, ветошь, промывочная емкость, резиновые перчатки. | |||
| 10. | Продуть внутреннюю поверхность корпуса и трубки дополнительного холодильника паром низкого давления через патрубки корпуса. Просушить сжатым воздухом, затем промыть дизельным топливом. | 15Д100.66СБ-1 | ВК | Чистота трубок, отсутствие налета от грязного масла. | Рукав резиновый, штуцер, ветошь. | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 11. | Очистить наружные поверхности всех трубных досок щеткой и внутренние поверхности охлаждающих трубок ершом. | 15Д100.66СБ-1 | ВК | Чистота трубок, трубных досок, отсутствие следов коррозии. | Рукав резиновый, ручная шлиф. машина, кардокруг, ерш, шомпол, ветошь, промывочная емкость. | |||
| 12. | Промыть охлаждающие трубки внутри водой и продуть их воздухом. Осмотреть места заделки трубок в трубные доски (отметить дефектные трубки на фотографии) | 15Д100.66СБ-1 | ВК | Чистота трубок, отсутствие загрязнений, и повреждений. | Ерш заводского изготовления, шомпол, ветошь, промывочная емкость, рукав резиновый, лупа, фотоаппарат | Трещины в трубках или в местах их завальцовки в трубные доски | Произвести проверку целостности трубок холодильника пневмоаквариумным способом. | Фотографии трубных досок с отмеченными на них дефектными трубками приложить к отчетным документам |
| 13. | Очистить и промыть внутренние полости крышек. | 15Д100.66СБ-1 | ВК | Чистота крышек. | ||||
| 14. | Промыть резино-металлическое уплотнительное кольцо, прочистить отверстия в его металлической проставке. | 15Д100.66СБ-1 | ВК | Чистота резино-металлического уплотнительного кольца | Ветошь, промывочная емкость. | |||
| 3.2.23.2. Осмотр холодильника масла. | ||||||||
| 1. | Осмотреть паронитовые прокладки, резиновые части резино-металлического уплотнительного кольца | 15Д100.66СБ-1 | ВК | Отсутствие повреждений на резиновых частях уплотнительных колец, прокладок. | Лупа, ветошь. | Повреждения на резиновых частях уплотнительных колец, прокладок. | При наличии любых повреждений уплотнительного кольца его необходимо заменить. | |
| 2. | Произвести гидроиспытания масляной и водяной полостей. Для масляной системы – дизельным топливом либо дизельным маслом раздельно для основного и дополнительного холодильников при снятых крышках и затянутом уплотнительном кольце при температуре масла 50-60 °С и давлении 7,5 кг/см2. Время испытания – 10 мин. Водяную полость испытывать при полностью собранном холодильнике водой под давлением 5кг/см2. Время испытания – 10 мин. | 15Д100.66СБ-1 | ВК | Отсутствие падения давления по манометру во время испытаний. Отсутствие каплепадения, течей, в | Рукав резиновый, гидравлический пресс, манометры тип МТП 160, МП 4-У или подобные со шкалой 10 кгс/см2. | Течи по заделке трубок в трубные доски. Течи в местах разъема частей холодильника. | Дополнительная развальцовка трубок. Допускается устранение течи установкой заглушек с двух сторон трубки. Количество заглушенных трубок не более 30 или 10% от общего количества трубок, как в основном так и в дополнительном хол-ках. | |
| 3. | Произвести осмотр трубных досок холодильника. | 15Д100.66СБ-1 | ВК | Отсутствие трещин каплеобразования, трещин в трубках и в трубных досках | Эндоскоп | При наличии неплотностей. При падении давления по манометру. | ||
| 4 | Осмотреть протекторы. | 15Д100.66СБ-1 | ВК | Отсутствие следов разъедания. | Лупа | Раковины, следы коррозии. | Заменить в случае разъедания более50%. | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.23.3. Сборка холодильника масла. Сборку холодильника произвести в порядке, обратном разборке. | ||||||||
| 1. | Прокачать масло в течение 5 мин. через всю масляную систему дизеля включить обогрев дизеля. При температуре масла 40° С взять пробу масла на анализ из крана установленного на корпусе фильтра грубой очистки масла (использовать только чистую, сухую, небьющуюся посуду с закрывающейся крышкой). | 15Д100.66СБ-1 | ВК, ИК | Содержание механических примесей должно быть не более 0,08%; Запрещается эксплуатация дизеля при обнаружении в масле воды более 0,03%; Вязкость масла при температуре 100° С не ниже 11,5 сст. Температура вспышки – не ниже 165° С. | Лабораторное оборудование, чистая емкость с крышкой. | Срок замены масла не наступил, а его вязкость и температура вспышки лежат за пределами браковочных признаков. | Необходимо освежить масло за счет слива части отработавшего масла и добавления свежего масла или его полной замены. | |
| 3.2.24. ТУРБОКОМПРЕССОР. | ||||||||
| 3.2.24.1. Разборка турбокомпрессора. | ||||||||
| 1. | Отсоединить трубопроводы воды и масла. | 3404.17.000СБ | ВК | Целостность | Набор г/к, поддон для крепежных деталей, лупа. | Трещины на сварных швах, забоины на уплотнительных поверхн. | Зачистить дефектные места сварных швов, заварить трещины электросваркой | |
| 2. | Отсоединить воздушный и выхлопной коллекторы. | 3404.03.000СБ | ВК | Целостность | Набор г/к, поддон для крепежных деталей, лупа. | Трещины, свищи. | Заварить трещины | |
| 3. | Отсоединить трубу вентиляции картера. | 3404.02.000СБ | ВК | Целостность | Набор г/к, поддон для крепежных деталей, лупа. | Трещины, свищи. | Заварить трещины | |
| 4. | Отвернуть болты крепления турбокомпрессора к дизелю. | 3403.00.200СБ | ВК | см. п.4.1.8 | Набор г/к, поддон для крепежных деталей, лупа. | Повреждения резьбы. | см. п.4.1.8 | |
| 5. | Застропить турбокомпрессор за проушины и переместить на ремонтную площадку. | Кран - балка, трос г/п 1т, L = 1,5 м | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 6. | Проверить осевой люфт ротора. | ТК 059 РЭ, рис. 4.5.1. | ВК, ИК | Осевой люфт ротора: min 0,2 мм max 0,36 мм брак 0,50 мм | Приспособление для проверки осевого люфта. | Значение люфта лежит за пределами допуска. | Подобрать количество регулировочных прокладок между корпусом подшипника и подпятником. | |
| 7. | Отсоединить трубки подвода масла к подшипникам, концы трубок предохранить от загрязнения. | 3404.17.000СБ | Набор г/к, бумага (ветошь), шпагат | |||||
| 8. | Ослабить обтяжку сальниковых уплотнений штуцеров, отвернуть гайки и снять крышки подшипников. | 3404.00.070 | ВК | см. п. 4.1.8 | Набор г/к, | Повреждения резьбы. | см. п. 4.1.8 | |
| 9. | Вывернуть штуцеры подвода масла. | 3404.17.000СБ | Набор г/к, | |||||
| 10. | Навернуть на конец вала ротора со стороны турбины предохранительный колпачок из комплекта инструмента и принадлежностей. | ТК059 РЭ, рис. 2, 3. | ||||||
| 11. | Отвернуть гайки крепления воздухоприемного устройства и снять его. | 3404.03.000СБ | ВК | см. п. 4.1.8 | Набор г/к, | Повреждения резьбы. | см. п. 4.1.8 | |
| 12. | Установить турбокомпрессор в вертикальном положении корпусом вверх. | ТК059 РЭ, рис. 2, 3. | Кран - балка, трос г/п 1т, L = 1,5 м | |||||
| 13. | Отогнуть замочную пластину из паза гайки ротора. | 3404.06.116; 1411.06.000-9 | Отвертка, плоскогубцы | |||||
| 14. | Отвернуть гайку ротора, и снять шайбу. | 3404.06.000 | Торцевой ключ и вороток из комплекта инструмента и принадлежностей. | |||||
| 15. | Снять шайбу. | 3404.06.000 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 16. | Отвернуть гайки крепления опорно-упорного подшипника и вынуть подшипник Под фланцем подшипника установлен компенсатор в виде кольца определенной толщины. Толщина компенсатора подогнана по месту и обеспечивает осевой зазор между колесом компрессора и вставкой. | 3404.00.010 | ВК | см. п. 4.1.8 | Съемник подшипника, набор г/к, поддон для крепежных деталей | Повреждения резьбы. | см. п. 4.1.8 | |
| 17. | Вынуть пяту | ТК059 РЭ, рис. 9. | Съемник пяты из комплекта инструментов и принадлежностей. | |||||
| 18. | Отвернуть гайки крепления корпуса компрессора к выхлопному корпусу. | 3404.02.000 | Набор г/к, поддон для крепежных деталей. | |||||
| 19. | Снять кронштейн и проушину. | ТК059 РЭ, рис. 2, 3. | ||||||
| 20. | Отсоединить корпус компрессора отжимными болтами, вворачивая болты в резьбовые отверстия фланца выхлопного корпуса | 3403.01.001 | Набор г/к, болты отжимные | |||||
| 21. | Снять корпус компрессора, перемещая его без перекосов | 3403.01.001 | ВК | Отсутствие перекосов при перемещении корпуса. | Кран - балка, трос г/п 1т, L = 1,5 м | |||
| 22. | Вынуть диффузор | 3406.00.003 | ||||||
| 23. | Вывернуть винты крепления лабиринта. | 1411.02.108 | ВК | см. п. 4.1.8 | Отвертка, поддон для крепежных деталей | Повреждения резьбы, шлица | см. п. 4.1.8 | |
| 24. | Навернуть на конец вала ротора рым. | 3404.06.010 | Рым из комплекта инструмента и принадлежностей. | |||||
| 25. | Извлечь ротор вместе с лабиринтом и теплоизоляционным кожухом, поднимая его вверх за рым. | 3404.06.010; 1411.02.108 | Кран - балка, трос г/п 1т, L = 1,5 м | |||||
| 26. | Отвернуть гайки крепления газоприемного корпуса к выхлопному корпусу, снять проушину. | 3404.03.000СБ | ВК | см. п. 4.1.8 | Набор г/к, поддон для крепежных деталей. | Повреждения резьбы. | см. п. 4.1.8 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 27. | Удалить вязальную проволоку и отвернуть болты крепления кожуха соплового аппарата. | 3403.00.104 | ВК | см. п. 4.1.8 | Набор г/к, плоскогубцы, кусачки | Повреждения резьбы. | см. п. 4.1.8 | |
| 28. | Отжать отжимными болтами и снять кожух соплового аппарата | 3403.00.104 | Болты отжимные, набор г/к | |||||
| 29. | Вынуть втулку из газоприемного корпуса | 3404.03.000СБ | ВК | Втулка вынимается плавно, без перекоса. | Болты отжимные, набор г/к | Если втулка закоксовалась и не вынимается, залить под втулку керосин через отверстие в корпусе, заглушив отверстие во втулке. | ||
| 30. | Отвернуть гайки крепления опорного подшипника и вынуть подшипник. | 3404.00.030 | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | см. п. 4.1.8 | |
| 31. | Снять упругие уплотнительные кольца с ротора. | 1411.06.000-9 | Щипцы для снятия колец | |||||
| 32. | Удалить вязальную проволоку и отвернуть болты, соединяющие лабиринт и теплоизоляционный кожух. | 3404.02.010; 1411.02.108 | ВК | Заметить в каких канавках какие кольца стояли, для того, чтобы при сборке установить их на прежнее место, не перепутав. | Набор г/к, плоскогубцы, кусачки | Повреждения резьбы. | см. п. 4.1.8 | |
| 33. | Отвернуть стяжные болты, соединяющие половинки кожуха ротора. | 3404.06.000 | ВК | см. п. 4.1.8 | Набор г/к | Повреждения резьбы. | см. п. 4.1.8 | |
| 34. | Разъединить и снять с ротора половинки экрана, кожуха ротора и лабиринта. | 1411.06.000-9 | ||||||
| 35. | Очистить проточные части турбины и компрессора, уплотнения от нагара и загрязнений, для чего промыть детали дизельным топливом и просушить сжатым воздухом или чистой ветошью | ВК | Отсутствие загрязнений | Чистое дизельное топливо, рукав резиновый, ветошь безворсовая | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 3.2.24.2. Осмотр деталей турбокомпрессора. | ||||||||
| 1. | Осмотреть каналы для подвода воздуха к уплотнениям. | ВК | Отсутствие масла, топлива, воды и отложений сажи, грязи | Рукав резиновый, ветошь безворсовая | Наличие масла, топлива, воды и отложения сажи, грязи | Каналы очистить и продуть сжатым воздухом. | ||
| 2. | Осмотреть полости водяных рубашек газоприемного и выхлопного корпусов, вскрыв лючки на входе и выходе воды. | 3404.03.000СБ; 3404.02.000 | ВК | Отсутствие накипи на стенках водяных рубашек. | Рукав резиновый, щетка | Накипь на стенках водяных рубашек. | Удалить накипь слабым раствором соляной кислоты с последующей промывкой водой. | |
| 3. | Осмотреть поверхности, омываемые газами и воздухом. | ВК | Нагар и другие отложения не допускаются. | Рукав резиновый, щетка | Нагар, отложения. | Очистить и продуть сжатым воздухом. | ||
| 4. | Осмотреть лопатки колеса турбины.(Осмотреть каждую втулку) | 1411.06.102 | ВК | Отсутствие повреждений, деформаций лопаток. | Повреждения, деформации, трещины. | Незначительные забоины на лопатках зачистить, скруглив острые кромки. При трещинах лопатку заменить, а при значительных повреждениях лопаток заменить ротор. | ||
| 5. | Проверить зазоры между торцами канавок и уплотнительных колец. | 2301.06.107 | ВК, ИК | Осевой зазор между торцами канавок и уплотнительных колец: min - 0,12 мм; max - 0,24 мм; брак - 0,40 мм. | Набор щупов №2 | Несоответствие зазоров. | Подобрать и заменить кольца | |
| 6. | Осмотреть поверхности цапф вала. | 3404.06.010 | ВК | Ровная матовая поверхность, отсутствие натиров и налета бронзы. | Лупа | Натиры и налет бронзы на цапфах вала. | При обнаружении на цапфах вала натиров и налета бронзы ротор заменить. | Допускается отдельные мелкие риски от частиц, взвешенных в смазочном масле. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 7. | Проверить рабочую поверхность упорной пяты. | ТК059 РЭ, рис. 2, 3. | ВК | Ровная матовая поверхность. | Лупа | Кольцевые насветления, отдельные неглубокие круговые риски, трещины, задиры, прижоги. | При кольцевых насветлениях, отдельных неглубоких круговых рисках пяту притереть по плите. При наличии на рабочей поверхности трещин, задиров, прижогов пяту заменить. | |
| 8. | Осмотреть рабочие поверхности и проверить зазоры подшипников. | 3404.00.010; 3404.00.030 | ВК, ИК | Ровные, матовые поверхности. Соответствие зазоров Прил.1 | Набор щупов №1 | Увеличенные зазоры, трещины, прижоги. | Заменить подшипник. | |
| 9. | Осмотреть лопатки соплового венца. | 3404.08.000 | ВК | Отсутствие видимых деформаций и трещин лопаток, нагара | Щетка, скребок | Мелкие забоины, видимые деформации и трещины лопаток, нагар, поломка лопаток | Нагар удалить, мелкие забоины зачистить со скруглением острых кромок, при поломке лопаток - заменить венец. | |
| 10. | Осмотреть кожух соплового аппарата. | 1411.08.101 | ВК | Трещины не допускаются | Лупа | Трещины в корпусе | Зачистить место наличия трещины и заварить дефектное место электросваркой. | |
| 3.2.24.3. Сборка турбокомпрессора | ||||||||
| Сборка производится в обратном порядке. Примечание: перед сборкой промыть детали чистым дизельным топливом, просушить сжатым воздухом; резиновые уплотнения, потерявшие упругость – заменить; при установке уплотнительных колец замки располагать диаметрально противоположно, смазав кольцо консистентной смазкой так, чтобы они прилипли к валу и заняли центральное положение; для уплотнения разъемов на предварительно очищенные привалочные плоскости корпусов нанести кистью герметик и уложить нитку; при установке опорно-упорного подшипника не забыть установить компенсатор; подшипники устанавливать так, чтобы сливные каналы расположены были внизу; установить и отогнуть новую замочную пластину; законтрить крепежные детали; проверить основные зазоры на соответствие. ПРИЛОЖЕНИЕ 1. | ||||||||
| 1 | После сборки провести гидравлические испытания рубашки охладителя давлением 5 ÷ 6 кгс/см2 (10 мин) | 1411.08.101 | ВК | Падение давления по манометру. Отсутствие течей и каплепадения | Рукав резиновый, гидравлический пресс, манометры. | Трещины в корпусе, течи по разъему. | См. п.п. 3.2.24.2. (10) Обтянуть все гайки. | |
3.2.25.1. Промывка холодильника воды.
1. Разобрать холодильник воды, как указано в р.3.22.1.
2. Очистить внутреннюю поверхность корпуса от грязи, промыть водой.
3. Просушить охлаждающий элемент и корпус продувкой воздухом.
4. Промыть внутренние полости крышек и поверхности трубных досок сильной струей воды и обдуть их воздухом.
5. Очистить трубки холодильника при помощи шомпола и ерша (заводского изготовления).
6. Осмотреть места заделки трубок в трубные доски. При обнаружении трещин в трубках сделать фотографию трубной доски и отметить на ней дефектные трубки. Приложить фотографию с актом результатов осмотра к отчетным документам.
7. После установки заглушек провести пневмоаквариумные испытания холодильника воды, при положительном результате приступить к гидравлическим испытаниям.
8. После чистки холодильника произвести гидроиспытание полостей пресной и технической воды в течение 5 мин.
Гидроиспытание полости пресной воды производить при снятых крышках и затянутом резинометаллическом кольце водой под давлением6 кг/см2.
Полость технической воды испытывать при собранном холодильнике водой под давлением - 2,5 кг/см2. Температура воды при гидроиспытаниях должна быть в пределах +20 ±5 °С.
Течи по заделке трубок устранять дополнительной развальцовкой этих трубок. Допускается устранение течи установкой заглушек с двух сторон трубки, после чего повторить шаги 7-8.
3.2.25.2. Промывка холодильника масла.
1. Разобрать холодильник масла, как указано в разделе 3.23.1
2. Продуть снаружи трубки охлаждающего элемента основного холодильника струей пара низкого давления (4 ÷ 6 кгс/см2 ).
3. Просушить трубки, обдав их сжатым воздухом.
4. Очистить внутреннюю поверхность корпуса основного холодильника от грязи и промыть дизельным топливом.
5. Очистить трубки холодильника при помощи шомпола и ерша (заводского изготовления).
6. Осмотреть места заделки трубок в трубные доски. При обнаружении трещин в трубках сделать фотографию трубной доски и отметить на ней дефектные трубки. Приложить фотографию с актом результатов осмотра к отчетным документам.
7. Продуть внутреннюю поверхность корпуса и трубки дополнительного холодильника паром низкого давления через патрубки корпуса. Просушить сжатым воздухом, затем промыть дизельным топливом.
8. Очистить и промыть внутренние полости крышек.
9. Промыть резино – металлическое уплотнительное кольцо, прочистить отверстия в его металлической проставке.
10. Продуть внутреннюю поверхность корпуса и трубки дополнительного холодильника паром низкого давления через патрубки корпуса. Просушить сжатым воздухом, затем промыть дизельным топливом.

При обнаружении трещин и повреждений внутри трубок или в местах их заделки в трубные доски заглушить в дефектные трубки аллюминиевыми заглушками с двух сторон трубки (см рис. 3.2.26).
Допускается устранение течи установкой заглушек с двух сторон трубки, но не более 10 заглушек (5 заглушенных трубок) на один холодильник.
После установки заглушек провести пневмоаквариумные испытания холодильника масла, при положительном результате приступить к гидравлическим испытаниям.
Гидроиспытание масляной полости производится дизельным топливом либо дизельным маслом раздельно для основного и дополнительного холодильников при снятых крышках и затянутом уплотнительном кольце при температуре масла 50-60°С (температура дизельного топлива +20 ±5 °С) и давлении - 7,5 кг/см2.
Водяную полость испытывать при полностью собранном холодильнике водой под давлением 5 кг/см2 и температурой +20 ±5 °С
После очистки и гидроиспытаний масляной полости прокачать масло в течение 5 минут через холодильник и фильтр с отключением всех потребителей масла.
3.2.25.3. Промывка воздухоохладителей дизеля.
1. Снять воздухоохладители с дизеля.
2. Обдуть охлаждающие трубки струей пара (4 ÷ 6 кгс/см2). Если оребрение трубок сильно закоксовано, отмачивать воздухоохладители сутки в керосине, после чего обдуть трубки струей пара. Просушить трубки сжатым воздухом.
3. Снять крышки воздухоохладителя.
4. Промыть водой внутренние полости крышек, трубные доски и трубки (внутри). Просушить их сжатым воздухом.
5. Осмотреть паронитовые и резиновые прокладки и состояние антикоррозионного покрытия на крышках. Негодные прокладки заменить, в случае повреждения антикоррозионного покрытия нанести на поверхность крышек покрытие, обеспечивающее защиту от технической воды.
6. Заменить протекторы в случае их разъедания более, чем на 50%.
7. После промывки и осмотра воздухоохладителей произвести гидроиспытание воздушной и водяной полости.
Гидроиспытание воздушной полости производить при снятых крышках водой под давлением4 кг/см2и температурой +20 ±5 °С, при этом воздушная полость должна герметизироваться технологическими заглушками.
Течи по заделкам трубок устранять дополнительной развальцовкой этих трубок. Допускается устранение течи установкой заглушек (см рис 3.2.26) с двух сторон трубки, но не более 10 заглушек (5 заглушенных трубок) на один воздухоохладитель.
После устранения течи провести пневмоаквариумные испытания воздухоохладителя, при положительном результате повторить гидроиспытания.
Водяную полость испытывать при собранном воздухоохладителе под давлением 4 кг/см2.
3.2.25.4. Промывка теплообменника.
1. После слива воды и масла из систем ниже уровня теплообменника отсоединить от теплообменника трубопроводы воды и масла, слить из теплообменника воду и масло и снять крышки.
2. Очистить наружные поверхности трубных досок и внутренние поверхности охлаждающих трубок щеткой. Промыть охлаждающие трубки водой и продуть воздухом.
3. Продуть внутреннюю поверхность корпуса и трубки теплообменника паром низкого давления (4 ÷ 6 кгс/см2) через патрубки корпуса. Просушить сжатым воздухом, затем промыть дизельным топливом.
4. Очистить и промыть внутренние полости крышек.
5. После промывки теплообменника произвести гидроиспытание масляной и водяной системы.
Гидроиспытание масляной полости производится дизельным топливом либо дизельным маслом при снятых крышках при температуре масла 50 – 60°С и давлении 7,5 кг/см2 (температура дизельного топлива +20 ±5 °С).
Водяную полость испытывать при полностью собранном теплообменнике водой под давлением5,0 кг/см2(температура воды +20 ±5 °С)
Течи по заделке трубок устранять дополнительной развальцовкой этих трубок.
Допускается устранение течи установкой аллюминиевых заглушек (см рис 3.2.26) с двух сторон трубки, но не более 10 заглушенных трубок.
Поиск дефектных трубок осуществляется путем проведения пневмоаквариумных испытаний каждой трубки. (см. схему проведения пневмоаквариумных испытаний в приложении 19)
После устранения течи провести повторить гидроиспытания.
3.2.25.5. Промывка фильтров грубой очистки топлива
1. Закрыть вентиль на трубопроводе подвода топлива из расходного бака. Слить топливо из фильтра через сливные пробки в стяжных болтах.
2. Снять колпаки с секциями фильтра и осторожно, чтобы не повредить секции, вынуть их.
3. Тщательно промыть секции в дизельном топливе в двух ваннах, протереть их волосяной щеткой. Дать стечь топливу и продуть секции снаружи сжатым воздухом.
4. Очистить от загрязнений внутренние полости и каналы корпуса, промыть чистым дизельным топливом.
5. После промывки собрать фильтр.
6. Как исключение, разрешается промывка фильтрующих секций без остановки дизеля, для чего поочередно выключать секции, подлежащие промывке, установкой пробки крана переключения в соответствующее положение.
3.2.25.6. Промывка фильтров тонкой очистки топлива
1. Закрыть вентиль на трубопроводе подвода топлива из расходного бака.
2. Слить топливо из фильтра через сливные пробки в стяжных болтах.
3. Снять колпаки фильтров.
4. Вынуть секции тонкой очистки.
5. Поместить фильтрующие секции в собранном виде в ванну с чистым дизельным топливом и тщательно промыть снаружи.
6. Разобрать секции.
7. Каждую пластину фильтра тщательно промыть в чистом дизельном топливе и выжать рукой, затем сложить по две–три пластины и выжать между двумя чистыми досками. Промывку повторить несколько раз.
8. Промыть шелковый чехол и сетку секции в профильтрованном дизельном топливе.
9. При сборке секции добавить новые (одну–две) пластины, так как после промывки толщина пластин уменьшается. Усилие сжатия пластин в секции должно быть 250–300 кг.
10. Одновременно с промывкой секций тонкой очистки промыть корпус и колпаки фильтра с последующей обдувкой сжатым воздухом.
11. Как исключение, разрешается промывка фильтрующих секций без остановки дизеля, для чего поочередно выключать секции, подлежащие промывке, установкой пробки – крана переключения в соответствующее положение. Желательно производить промывку фильтров при неработающем дизеле. После сборки не допускаются течи в соединениях колпаков и корпуса топливных фильтров.
12. После промывки собрать фильтр.
13. После запуска дизеля выпустить воздух из фильтров через пробки, установленные в верхней части корпуса.
3.2.25.7. Промывка масляного фильтра.
1. Перед снятием фильтрующих элементов для промывки слить масло из корпуса через штуцер.
2. Вынуть фильтрующие элементы.
3. Поместить фильтрующие элементы в ванну с чистым дизельным топливом и промыть мягкой волосяной щеткой.
4. После разборки фильтрующих элементов каждую секцию фильтра поместить в ванну с чистым дизельным топливом. Наружную поверхность секций фильтра промыть мягкой волосяной щеткой.
5. Для лучшей очистки от загрязнений каждую секцию фильтра промыть последовательно в двух ваннах.
6. После промывки продуть каждую секцию сжатым воздухом.
7. Собрать фильтрующие элементы.
8. Перед установкой фильтрующих элементов промыть внутренние полости корпуса масляного фильтра чистым дизельным топливом.
9. Собрать масляный фильтр.
3.2.25.8. Промывка фильтра тонкой очистки масла.
- Перед снятием фильтрующих элементов для промывки слить масло из корпуса через штуцер.
- Снять крышку фильтра.
- Вынуть секции тонкой очистки.
- Очистить от загрязнений внутренние полости, промыть их чистым дизельным топливом.
- Установить новые секции тонкой очистки масла.
- Закрыть фильтр.
3.2.25.9. Промывка центробежного фильтра масла.
1. Снять крышку фильтра.
2. Вынуть ротор и разобрать его.
3. При помощи деревянного скребка тщательно очистить стенки ротора от грязи.
4. Прочистить сопловые отверстия.
5. Промыть крышку и корпус в чистом дизельном топливе.
6. Продуть крышку и корпус сжатым воздухом.
7. Собрать центробежный насос масла.
3.2.25.10. Ванна для поршней и поршневых колец.
Состав раствора для снятия нагара (в % по весу):
1. жидкое стекло 1,0;
2. кальцинированная сода 1,0
3. мыло 1,0;
4. хромпик 0,1
5. вода остальное.
Приготовление раствора:
1. Отвесить, согласно указанной рецептуре, жидкое стекло, соду, мыло и хромпик; 2. Отвешенные химикаты предварительно растворить в ведре теплой воды; 3. Ванну, где будет сниматься нагар, наполнить необходимым количеством воды, влить в нее раствор и содержимое тщательно перемешать: 4. Нагреть раствор до температуры 90-100 0С.3.2.26. Замена масла в регуляторе скорости со снятием регулятора с дизеля.
3.2.26.1. Загрязненное масло является основной причиной неустойчивой работы регулятора, поэтому при появлении неустойчивости в работе регулятора необходимо промыть масляную ванну и сменить масло. Масло для регулятора должно быть предварительно профильтровано через шелковое полотно.
3.2.26.2. Для смены масла необходимо снять регулятор с дизеля, снять верхнюю крышку, вылить масло из регулятора, тщательно промыть регулятор дизельным топливом и заправить чистым маслом. Промывать регулятор следует во всех случаях, когда регулятор по каким либо причинам снимается с дизеля.
3.2.27. Обслуживание глушителей выпуска.
Глушители выпуска 1 раз в год вскрываются для осмотра и, при необходимости, очищаются от нагара.
3.2.28. Ремонт арматуры дизель – генератора.
Ремонт арматуры дизель–генераторов должен производиться в соответствии с требованиями “Технологической инструкции по ремонту вентилей сильфонных, вентилей с сальниковым уплотнением и задвижек ДУ-150, ДУ-250, ДУ-300, ДУ-350” № 0-05-08ТИ.
3.3. Перечень сборочных единиц и ремонтных операций, подлежащих приемочному контролю при ремонте дизель-генераторов
блоков 1-4 КАЭС.*
*Примечание:Производится при капитальном ремонте
| № п/п | Наименование сборочной единицы, узла, детали. | Критерии контрольной операции. |
| 1. | Маслоотделители блока. | Чистота. |
| 2. | Коренные и шатунные подшипники. | Затяжка и шплинтовка гаек. |
| 3. | Фильтры масла и топлива. | Чистота. |
| 4. | Турбокомпрессор. | Очистка от нагара соплового аппарата турбины; осевой люфт ротора. |
| 5. | Воздухоохладители дизеля. | Опрессовка давлением Р = 4,0 кг/см2. |
| 6. | Регулировочные рейки на каждом топливном насосе. | Легкость перемещения. |
| 7. | Пусковые клапаны. | Шплинтовка гаек. |
| 8. | Топливопрокачивающий насос | Прокручивание после ремонта; контроль - отсутствие стуков, вибраций, давление на напоре не менее 2,5 кг/см2. |
| 9. | Масляная полость холодильника масла. | Опрессовка давлением Р = 7,5 кг/см2. |
| 10. | Водяная полость холодильника масла. | Опрессовка давлением Р = 5,0 кг/см2. |
| 11. | Гильзы цилиндров. | Чистота впускных и выпускных окон. |
| 12. | Предохранительные конусные решетки в выпускном трубопроводе дизеля. | Целостность и чистота. |
| 13. | Водяная рубашка дизеля. | Опрессовка давлением Р = 3 кг/см2. |
| 14. | Холодильник воды. | 1. Опрессовка со стороны охлаждающей воды 1-го контура давлением Р = 6 кг/см2; 2. Опрессовка со стороны технической воды давлением Р = 2,5 кг/см2. |
| 15. | Клапаны воздухораспределителя | Чистота и легкость перемещения. |
| 16. | Масляная полость теплообменника. | Опрессовка давлением Р = 7,5 кг/см2. |
| 17. | Водяная полость теплообменника. | Опрессовка давлением Р = 5 кг/см2 |
| 18. | Насосы горячего резерва | Прокручивание после ремонта; контроль - отсутствие стуков, вибраций. |
| 19. | Вертикальная передача | Шплинтовка болтов. |
| 20. | Система смазки, охлаждения, топлива, пуска, наддува, вентиляции картера, выхлопа. | Соответствие заводским параметрам при опробовании. |
| 21. | Система аварийной остановки дизеля: | Срабатывание аварийной остановки дизеля на 860¸900 об/мин. |
| 22. | Дизель совместно с генератором: | Центровка дизеля с генератором. |